

Technical Screen Printing
NVU Tech Team on 13th Apr 2016

NVU is the only instrument company in the US that designs and screen print all dials 100% in house, in fact we do most of the pre-production and prototype dials and cluster overlays for many of the major instrument manufacturers and OEs. If you or your company require this type of service be sure to get in touch with use through our CONTACT PAGE.
The printing process we use for dials, overlays, switches and the like is similar to any other screen printing or silkscreen process. This is also referred to as technical printing industrial printing or just plain old screenprinting. The main differences are in the inks, base materials and how artwork files are set up. As an example we can take you through one of the less complex dials we do here at NVU. The Performance II dials, while they look simple enough, the process has many steps to achieve the desired result.
We will cover the basics here of a print job run for backlit dials. This does not cover any ink mixing, light compensation or any other design work that often goes into a custom project. On overview of the process will help you understand what goes into your custom or production project.
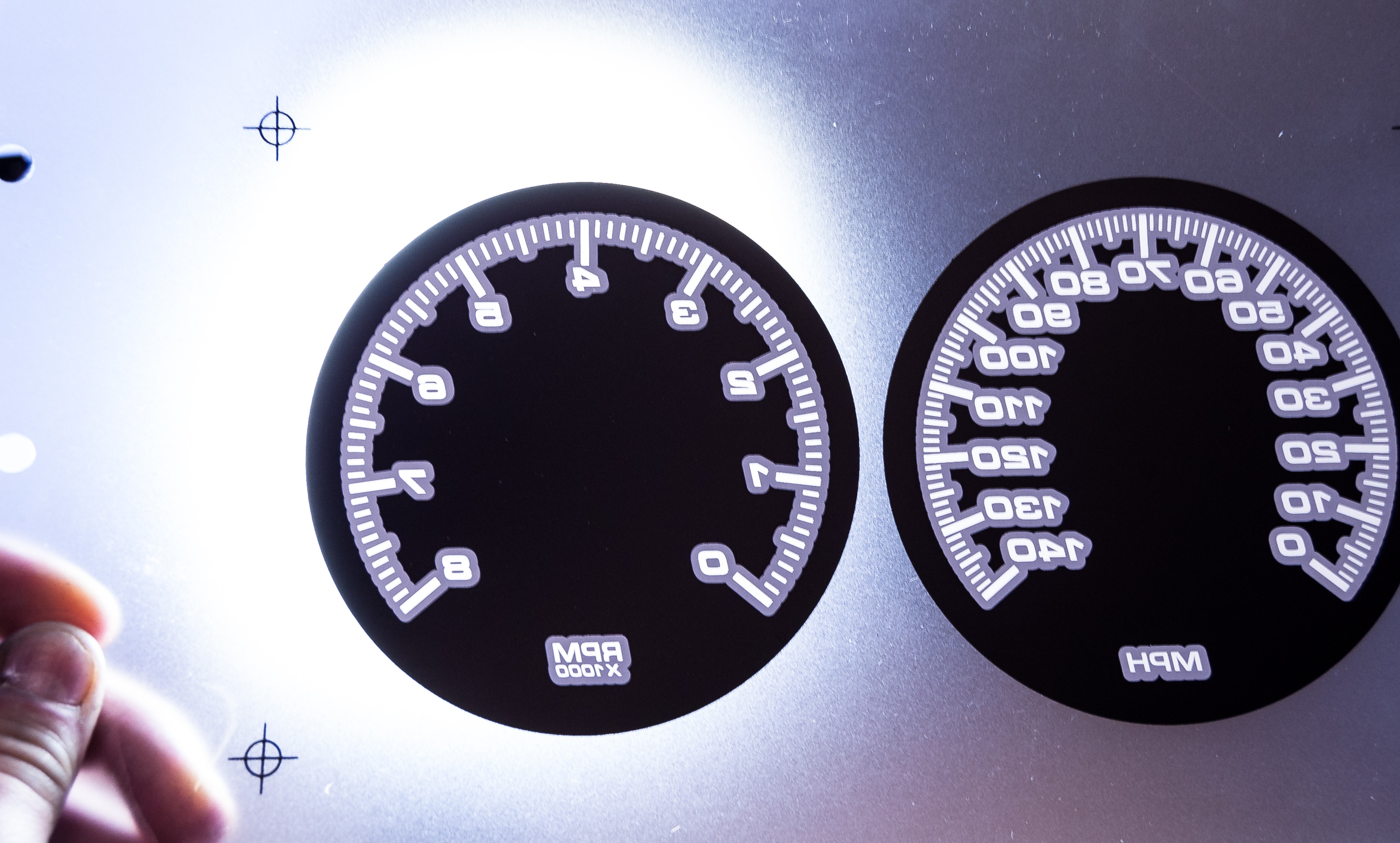
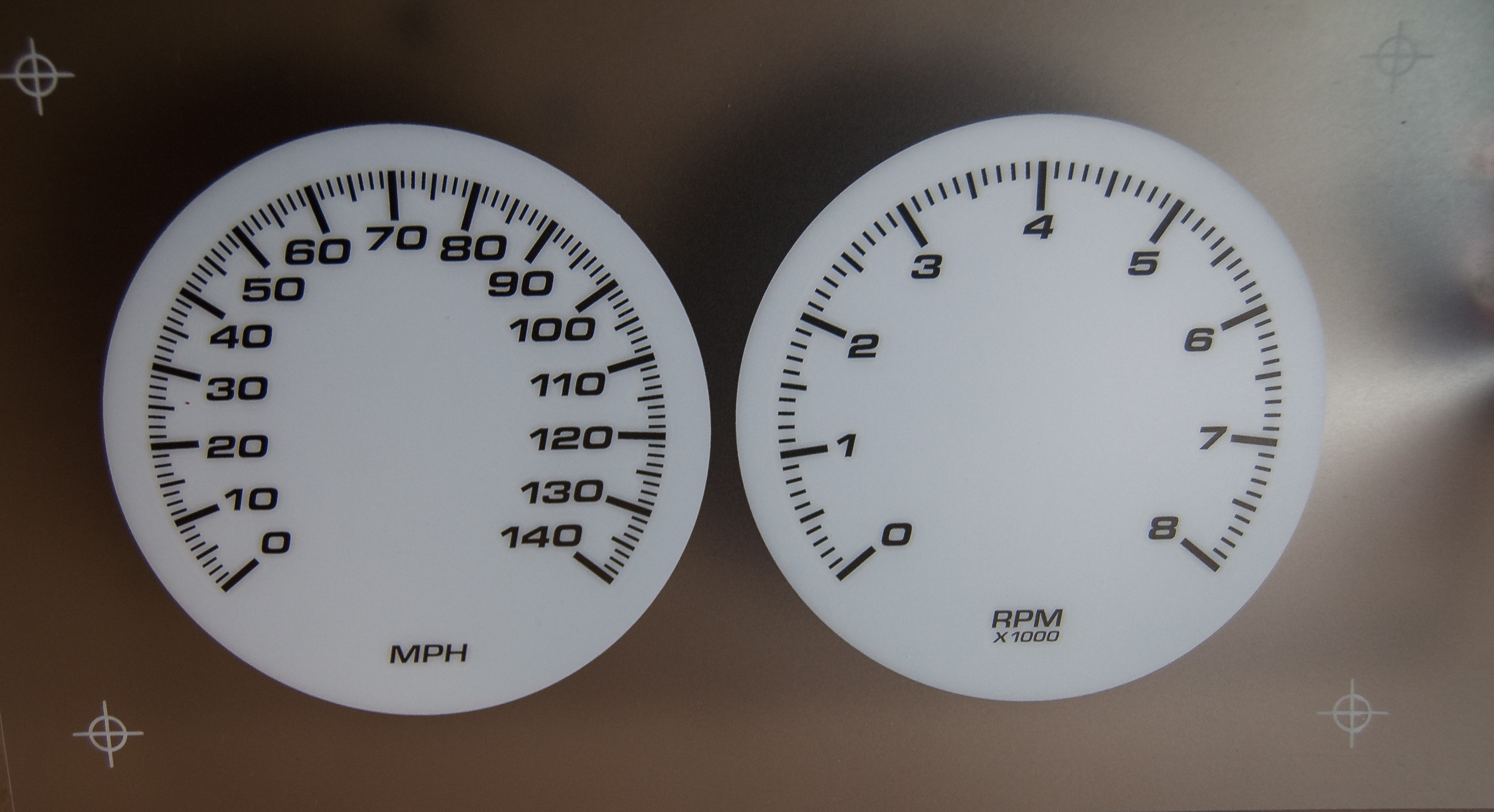
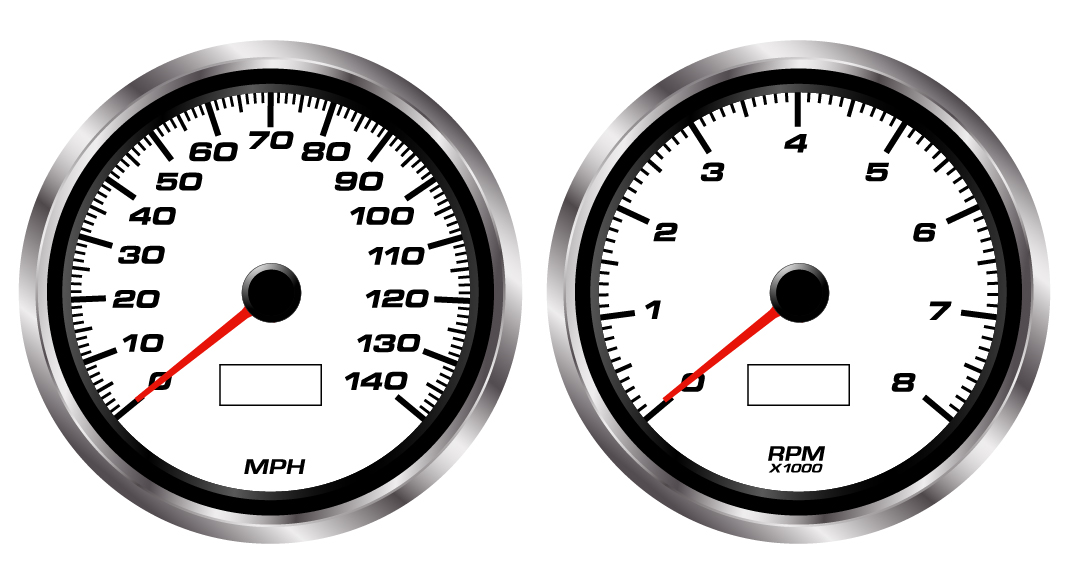 The first step in the process is design. A designer will create artwork based on the production or custom criteria laid out in the project. The process for production and one off-customs is exactly the same. Artwork is generated on "patterns" with specified angles, in full size with all components included in the file. Pointers, bezels, odometers, etc, anything that is seen is shown in the original artwork file for a complete look at the design.
The first step in the process is design. A designer will create artwork based on the production or custom criteria laid out in the project. The process for production and one off-customs is exactly the same. Artwork is generated on "patterns" with specified angles, in full size with all components included in the file. Pointers, bezels, odometers, etc, anything that is seen is shown in the original artwork file for a complete look at the design.
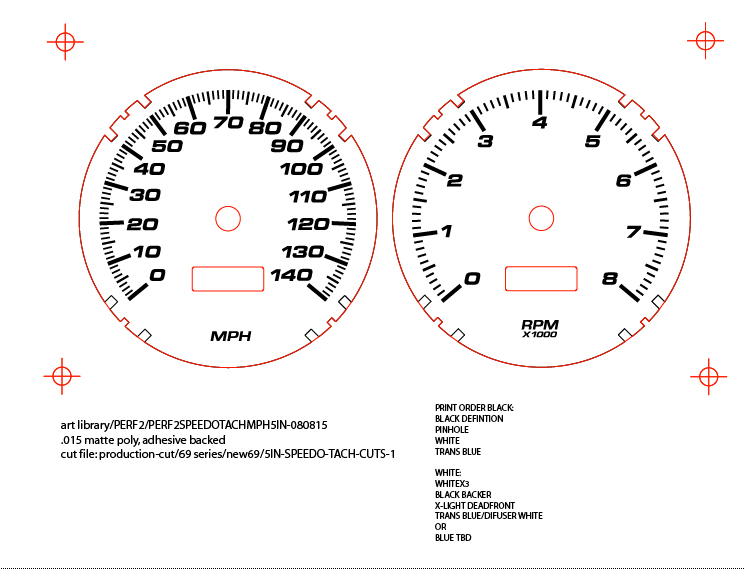
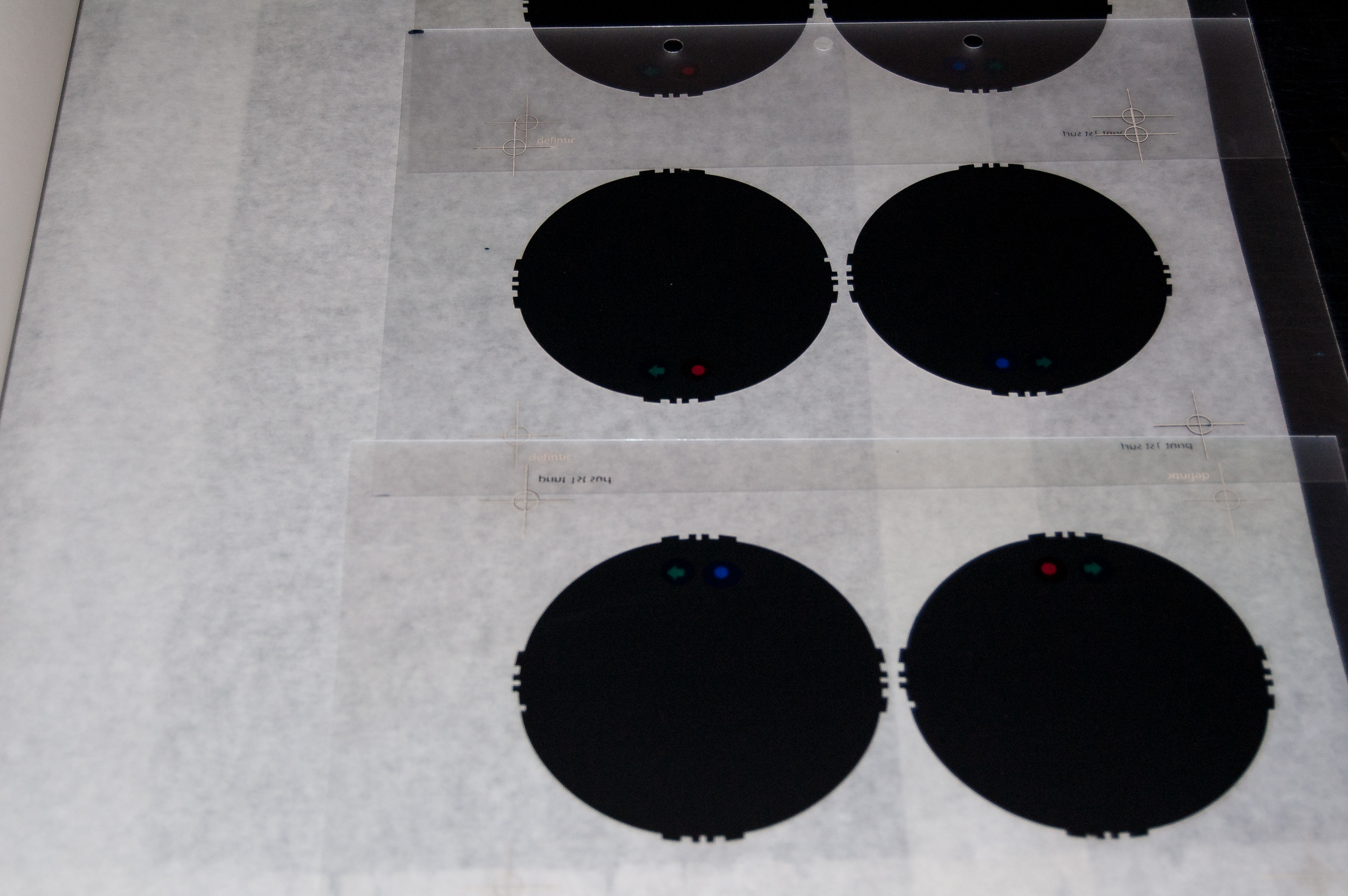
Once artwork is approved, the file can be set up. Depending on the size and quantity to be run at a time, the layout will vary. We may print 1, 2, or even 12 up, that means the number of dials on the screen at a time. The red is the CNC laser cut file for use at the end of the process.
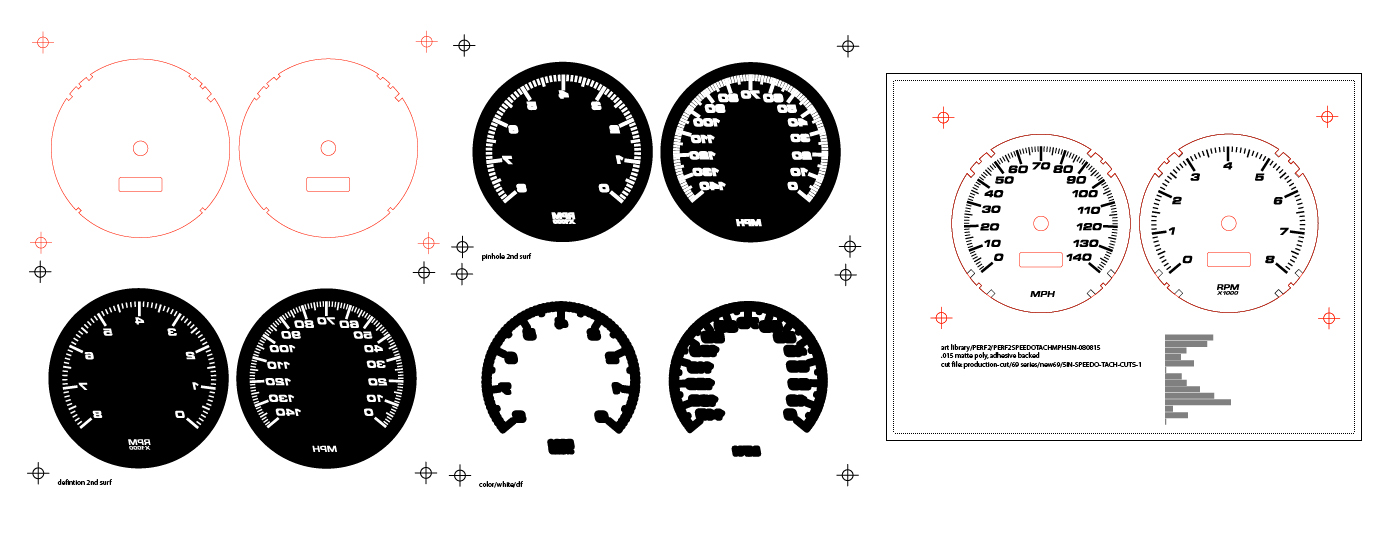
From the setup file, film positives are generated. These positives will be printed out for screen exposure. While there are only 3 films for this project, there are actually up to 9 "hits" or ink pulls. This process is called the separation process. The designer will generate the definition, and swell passes shown later in this example.
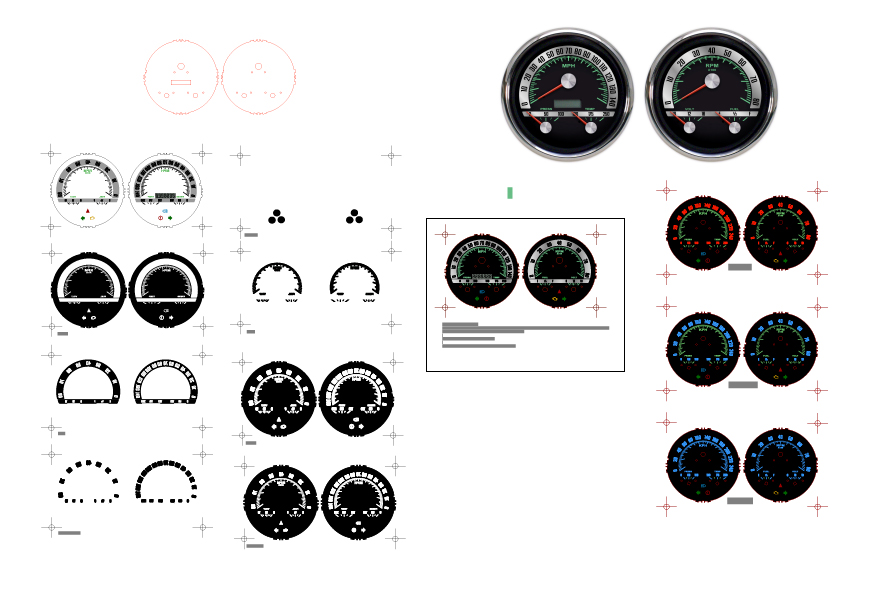
This is the production setup file for the 68 series. A bit more complicated, this actually has 13 screens in the process.
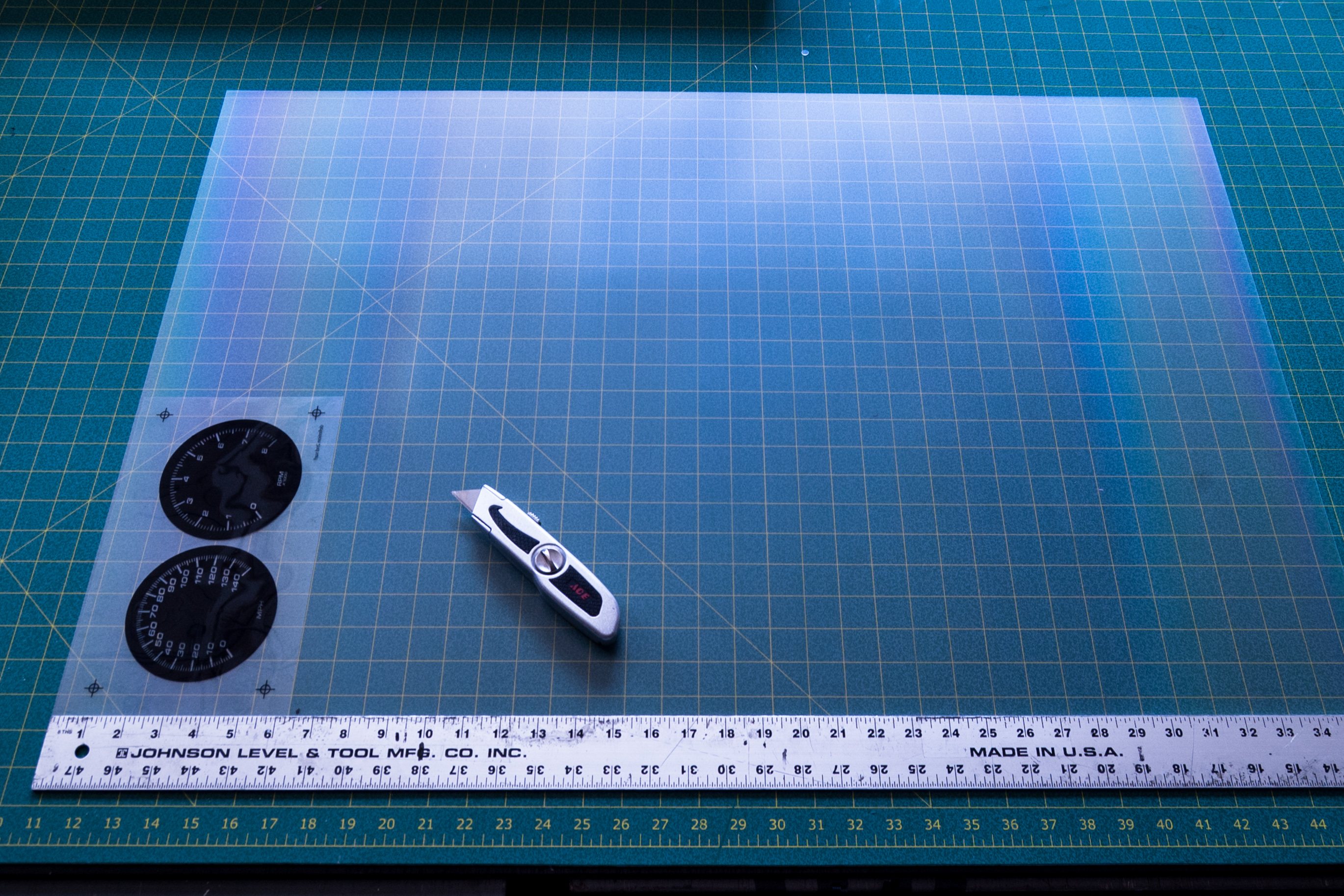
Measure and cut material.
The print shop will determine the size of the material and cut to size maximizing the material sheet. Shown is our standard .015 matte poly. It has a fine texture matte finish on the A-side, or first surface (the side you see) and a gloss, smooth finish on the B-side or 2nd surface (the back).
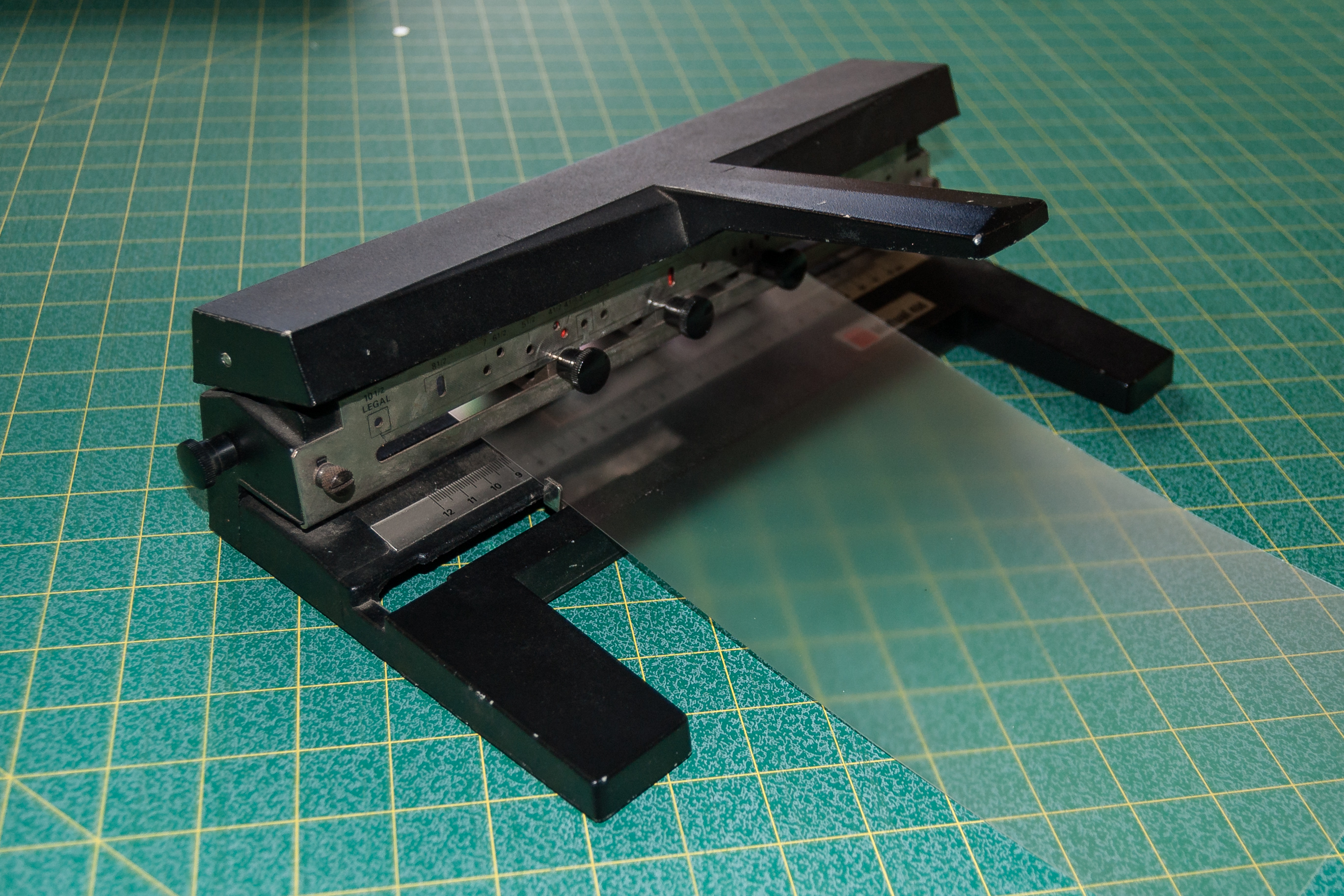
Punch registration holes.
This will allow the printer to align each piece of material one the original is set up without hand placing each one.
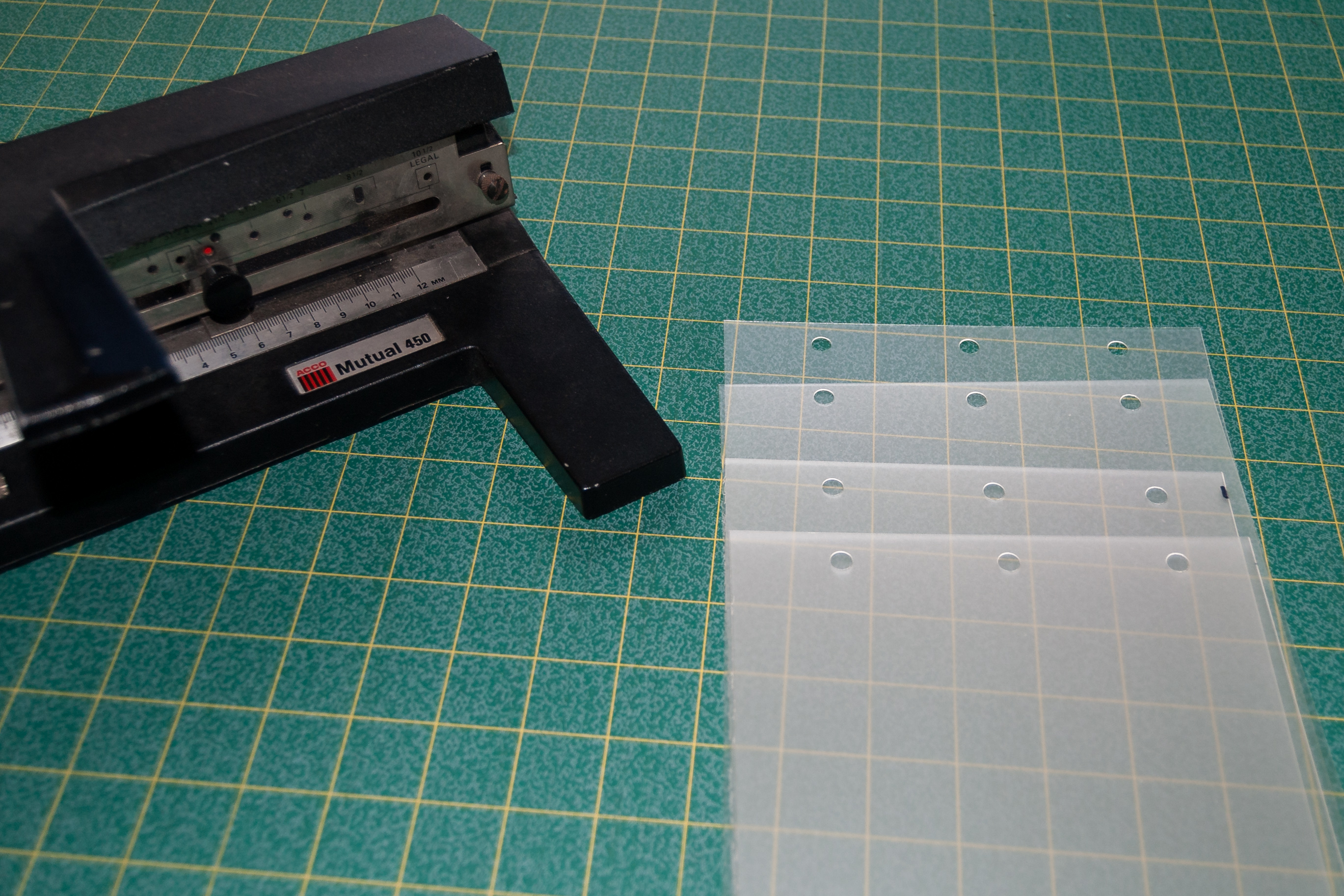
Holes are punched.

Coat screen with light sensitive emulsion and let dry at least 2 hours.
The emulsion is applied by hand just like any other screen printing process.
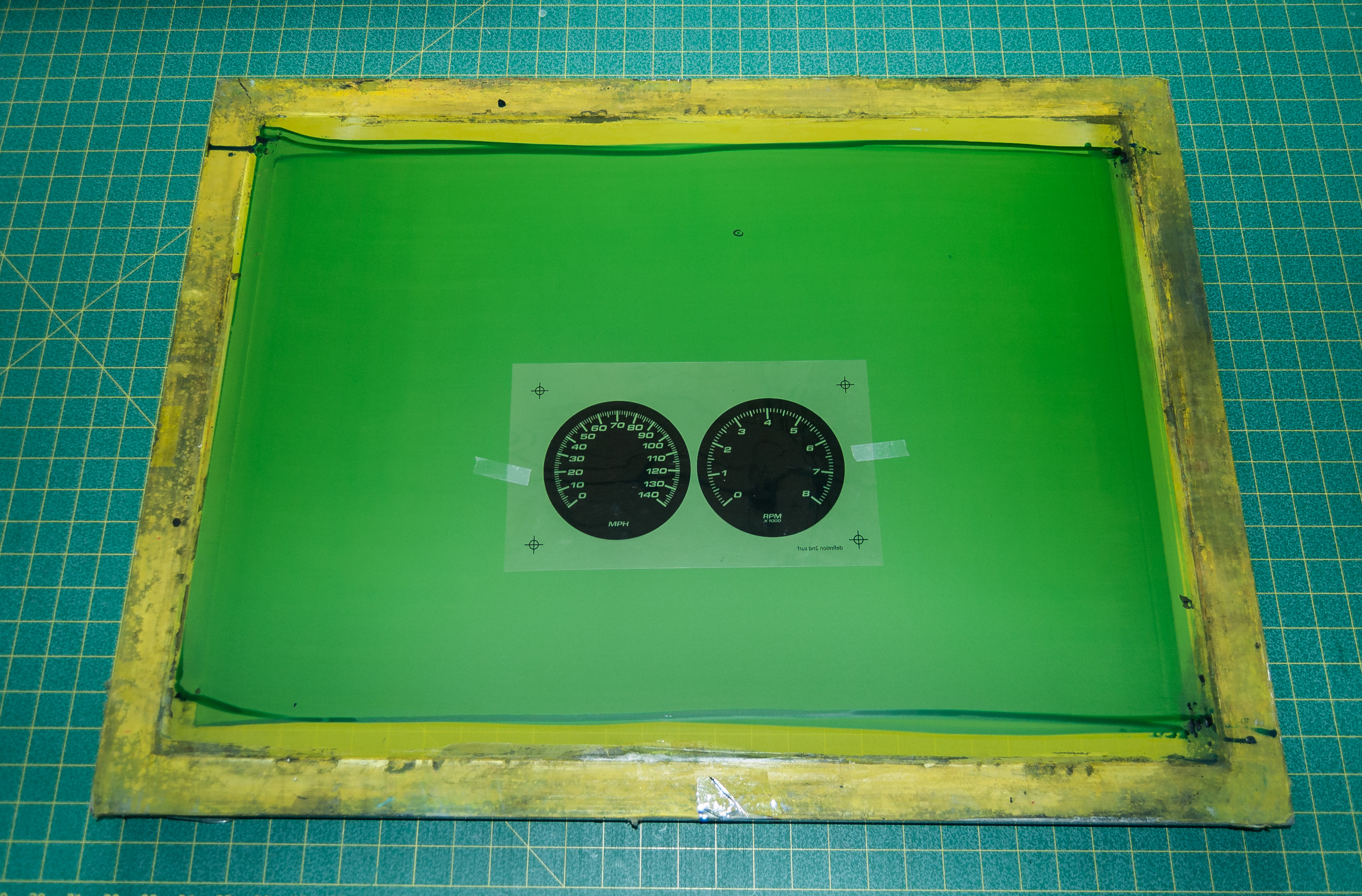
Tape film to screen.
For clarity on this project we elected to have one film per screen. For production and to be as efficient as possible, multiple images will be exposed onto each screen. The experience of the screen printer will tell him where to place each image as different areas of the screen will stretch differnetly. The center is the most stable, so the most critical images will be printed there.

This is an image of our exposure unit. This unit will expose the screens to UV light for a pre-set amount of time which will harden the emulsion in the exposed areas. Black areas of the film positives will block light from the lamps to the emulsion on the screens which will allow the un exposed sections to be rinsed out later.
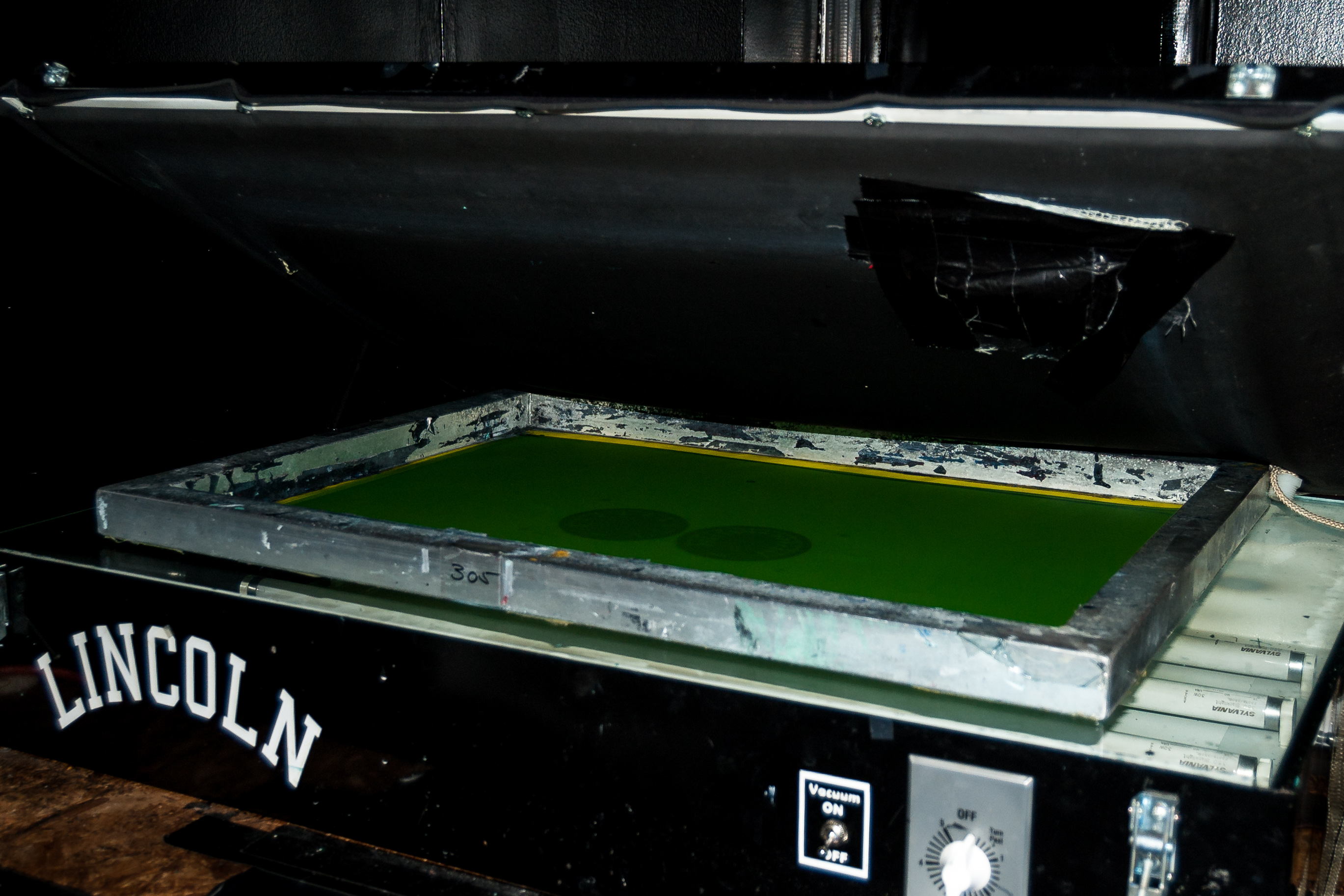
Expose screen to light for 4 minutes, the top has a rubberized liner and a vacuum line which will draw the screen flat against the glass surface of the table for a crisp edge.

Rinse screen with water. Emulsion will fall from screen where the artwork was applied.
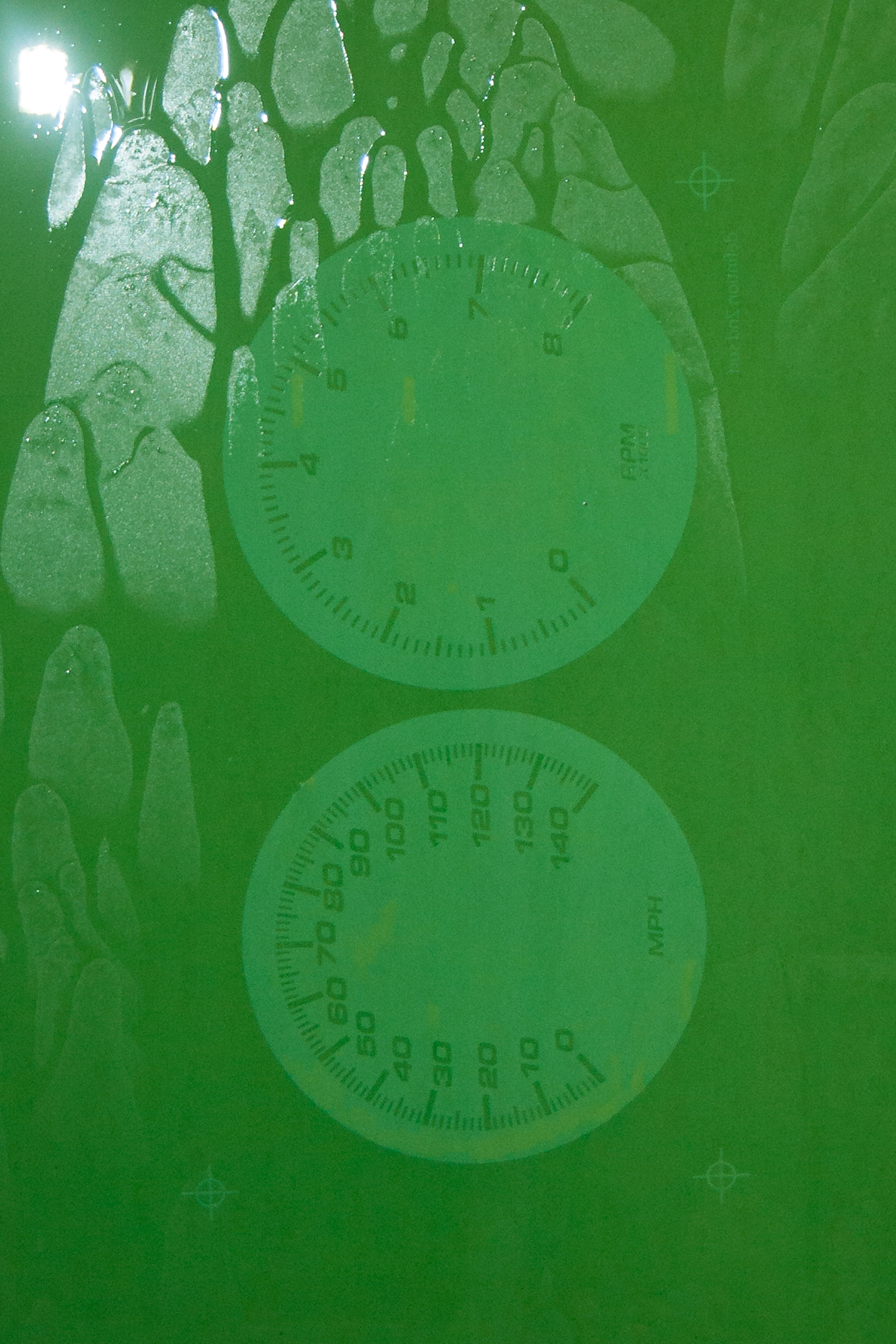

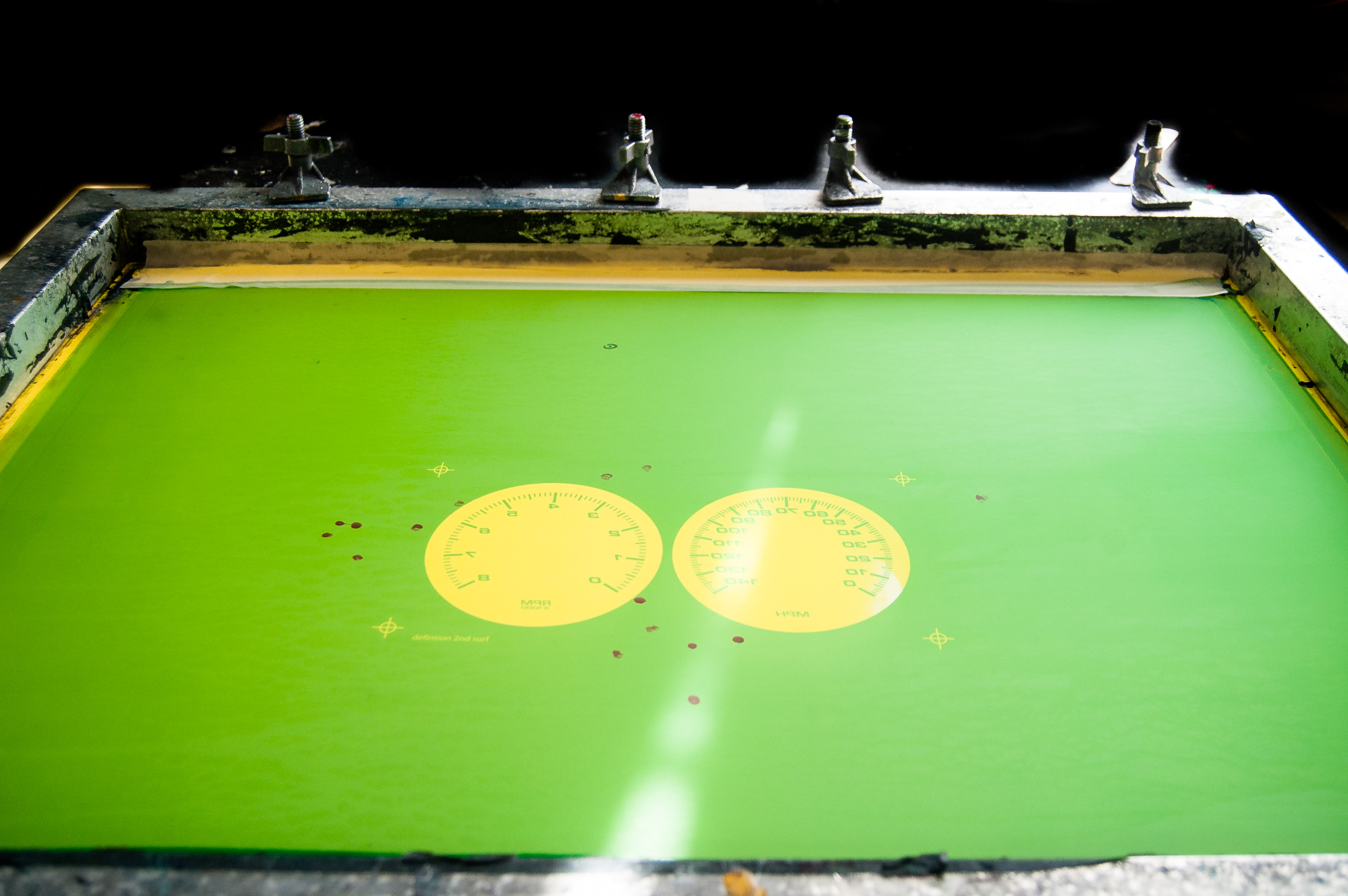
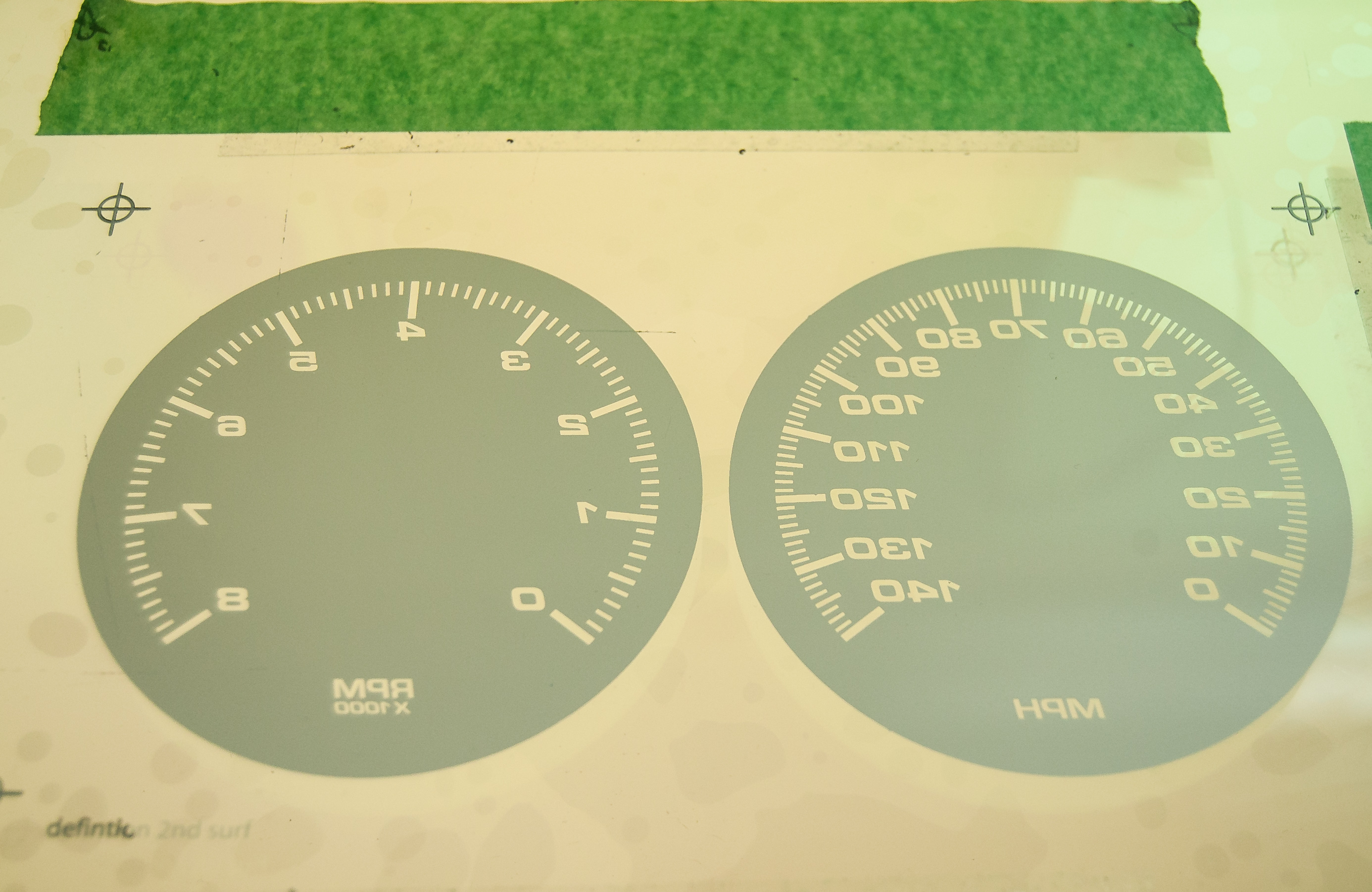
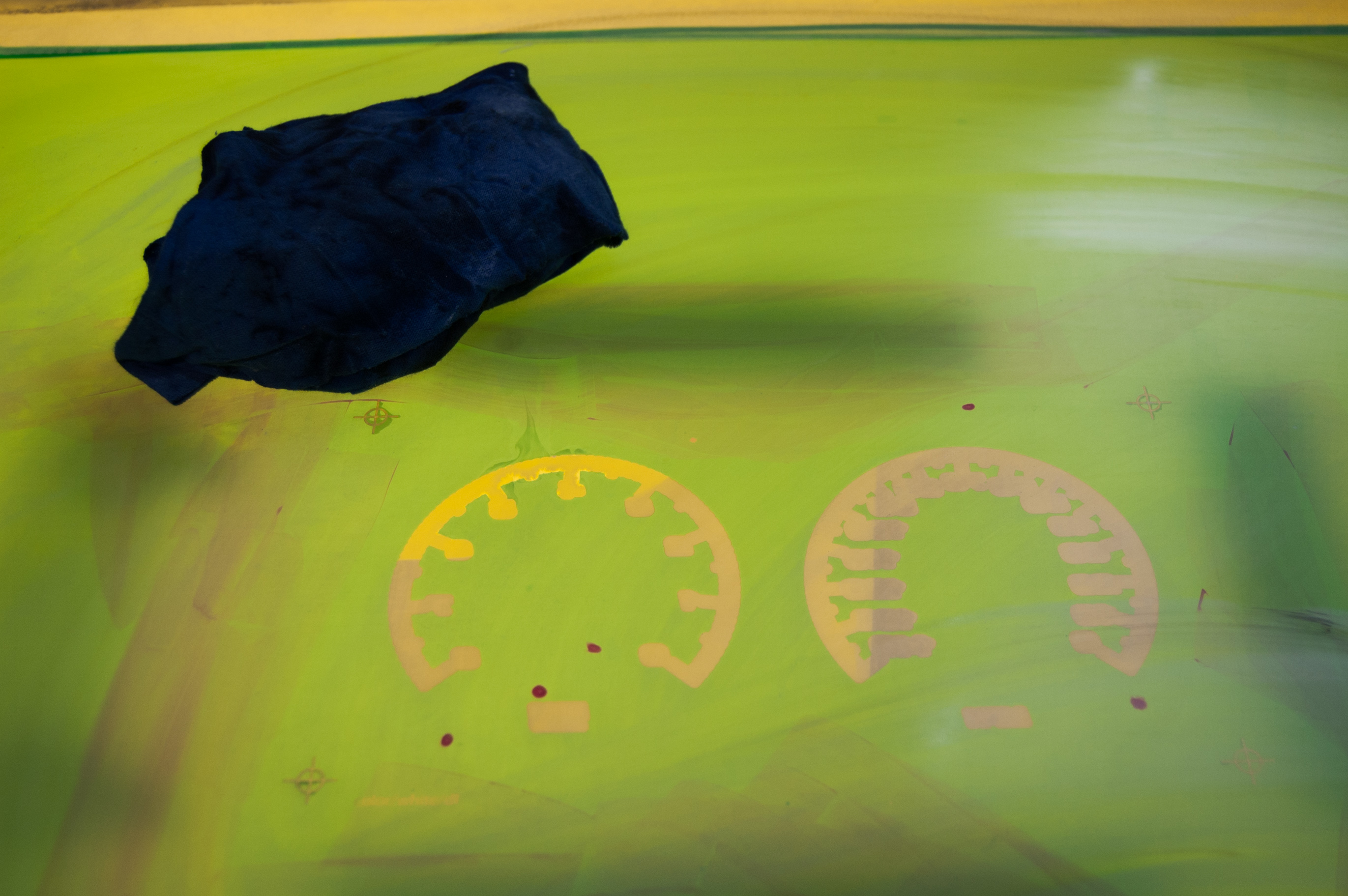
Squeegee excess water from screen and let dry. The yellow areas are where the film positive was. This is the area where the ink will flow through, the green is the exposed emulsion where ink willnot come through the screen onto the part.

Hold screen up to a light to check for pinholes. Apply Blockout where any pinholes are found.
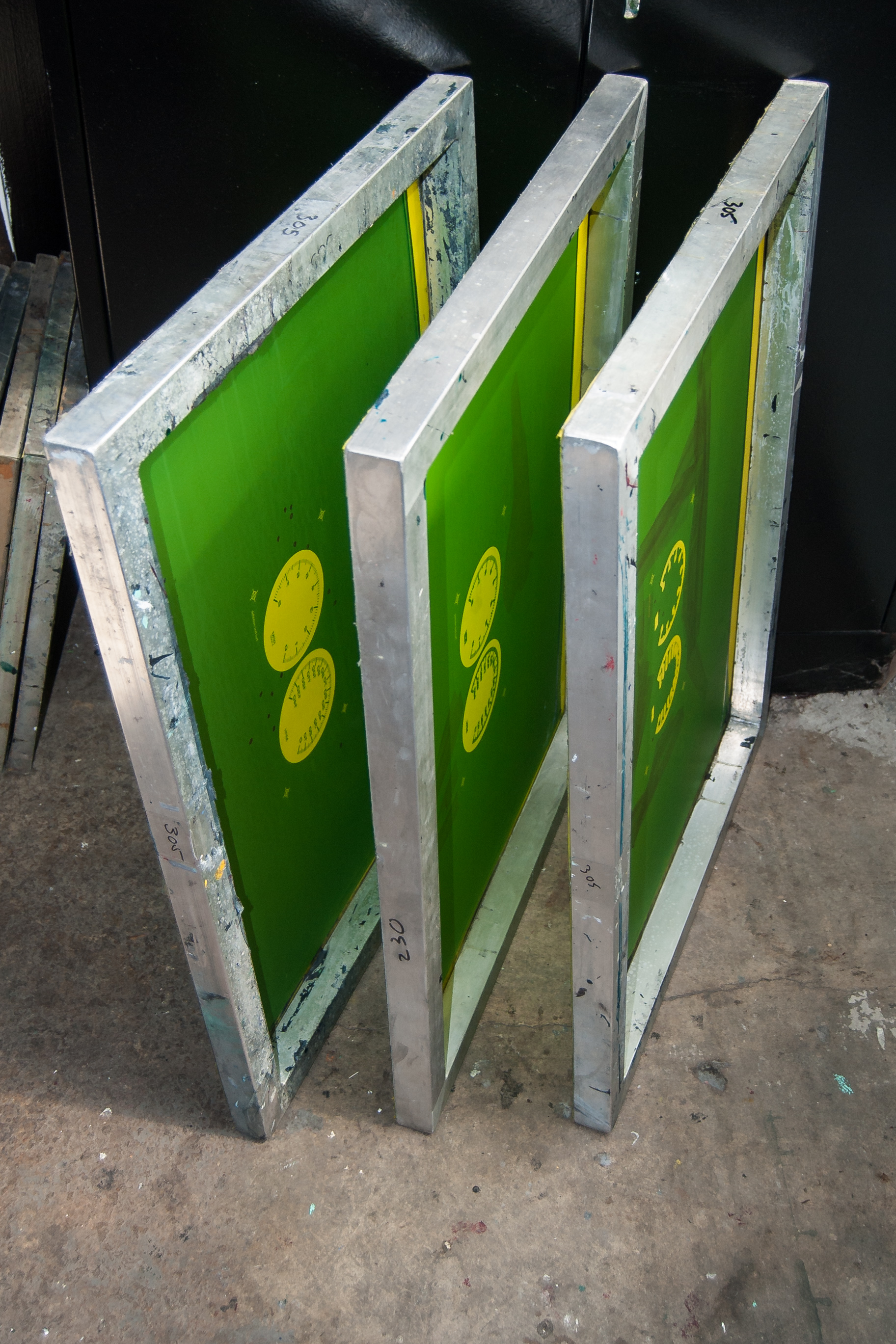
Repeat above steps for every film need to complete the design. This is a 3 screen job, but the White Dials will be printed 8 times by the end of the run.
Clamp screen to Light Table.
The clamp is actually a hinge that can be lifted by hand to add/remove parts as needed.
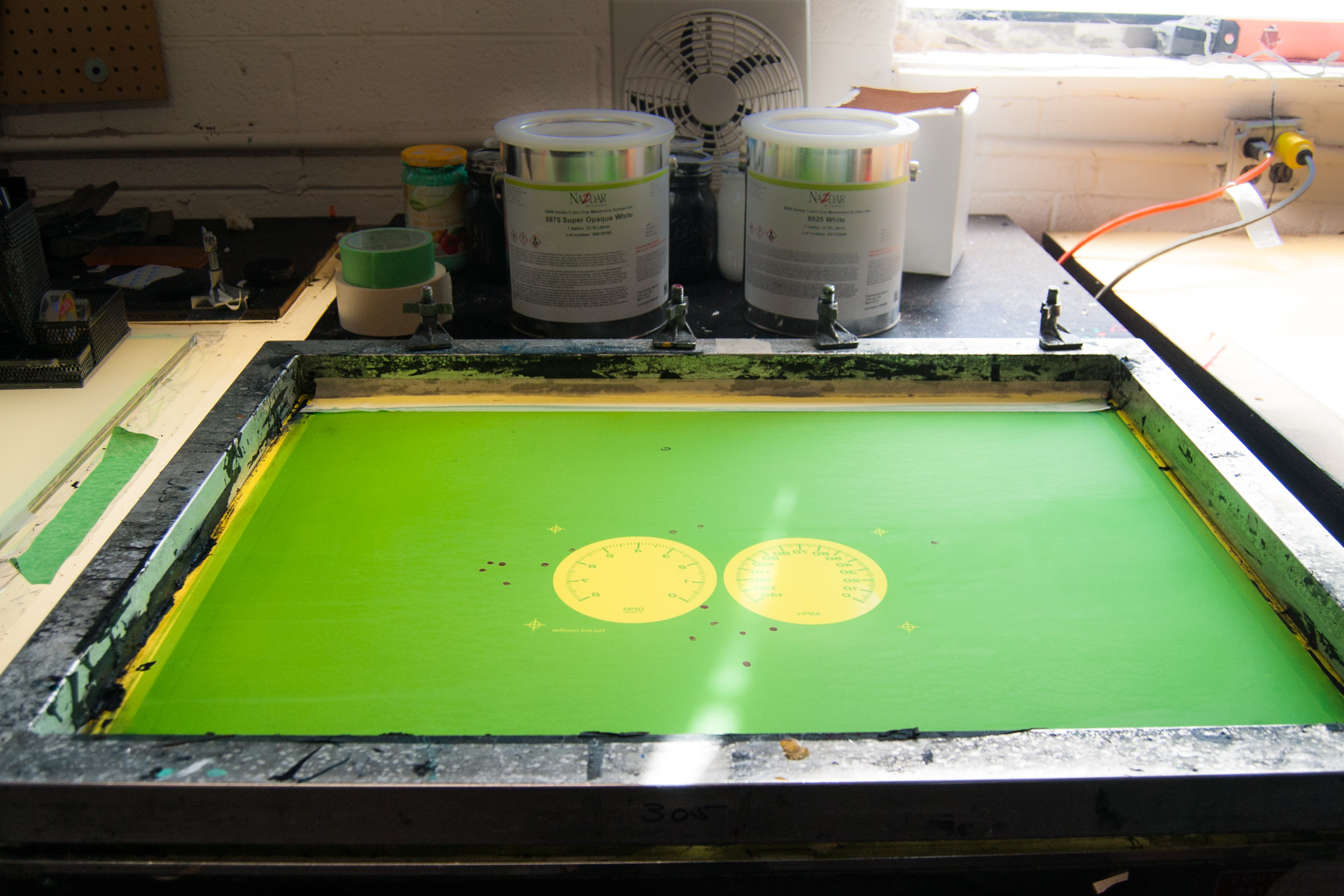
Tape the inside perimeter of screen to prevent ink from running out of the edges.
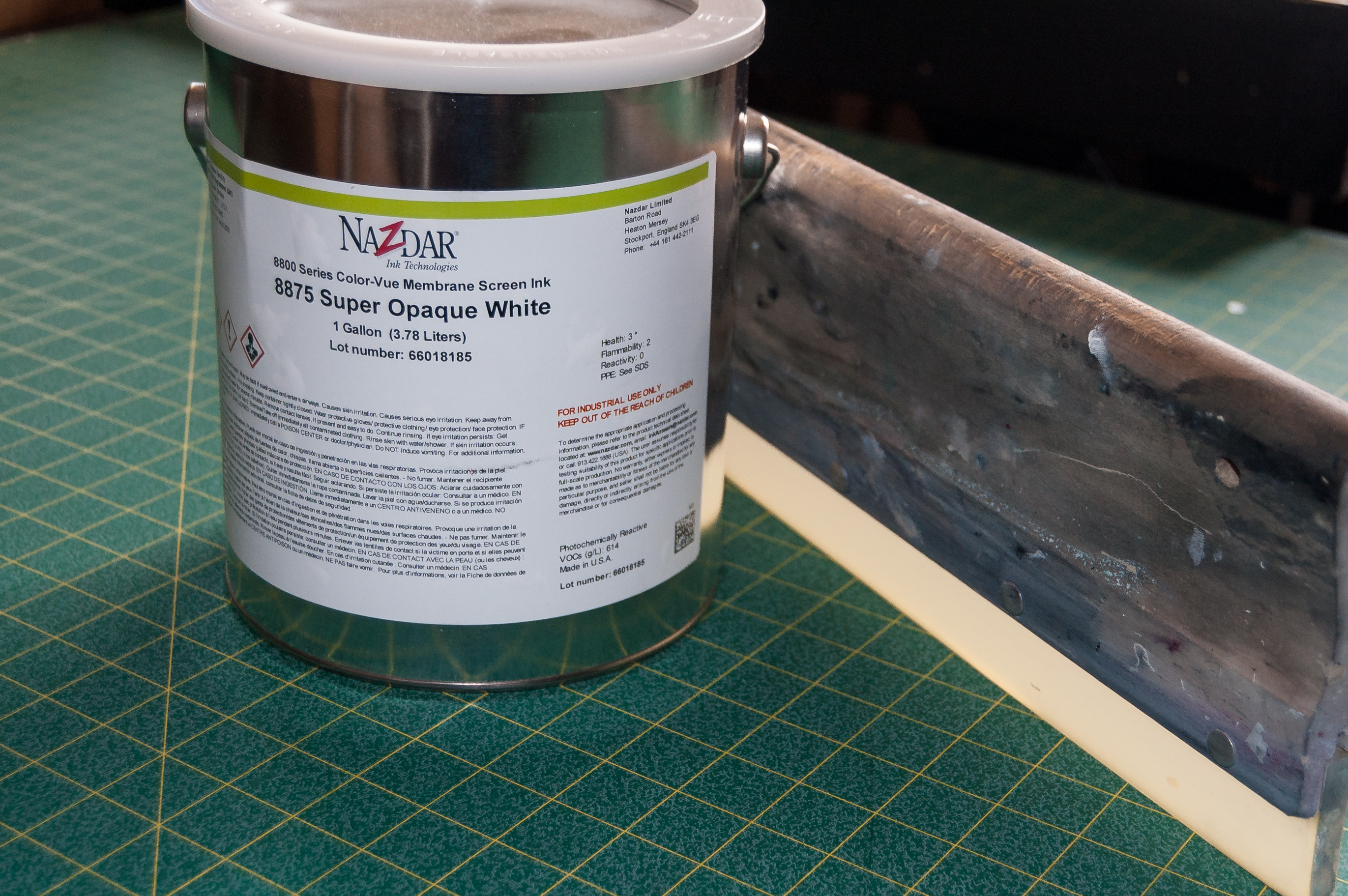
We will be using Super Opaque White for the Definition Layer of the White Dials.

Print Registration Marks on the Light Table. (I used Black here for contrast for the Picture). It is is very important that the Reg Marks are printed on EVERY piece. They will be used to to line up our next to screens, as well as Laser Cutting later on in the process.

After positioning the material, set Registration Pins and fasten securely to the table.
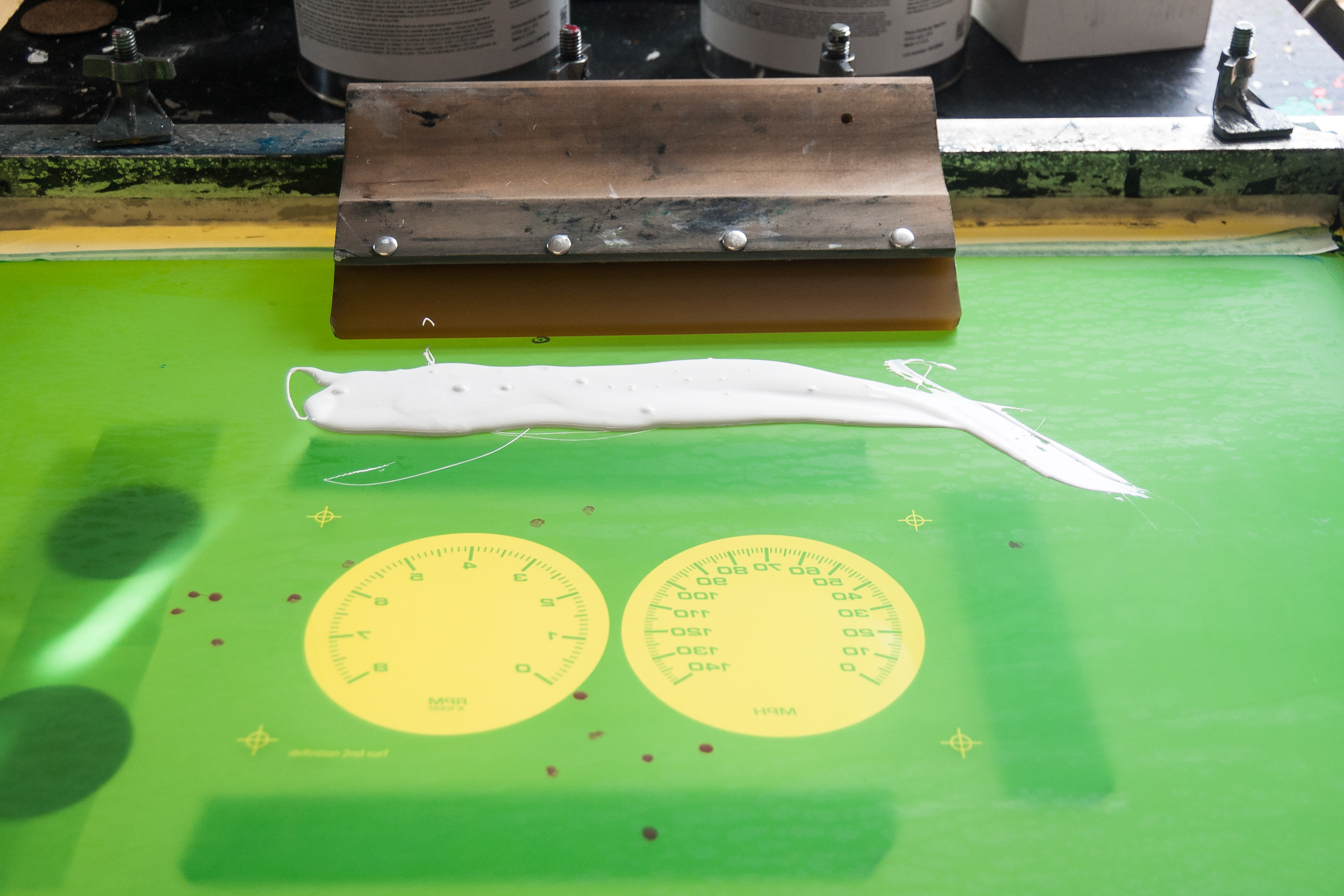
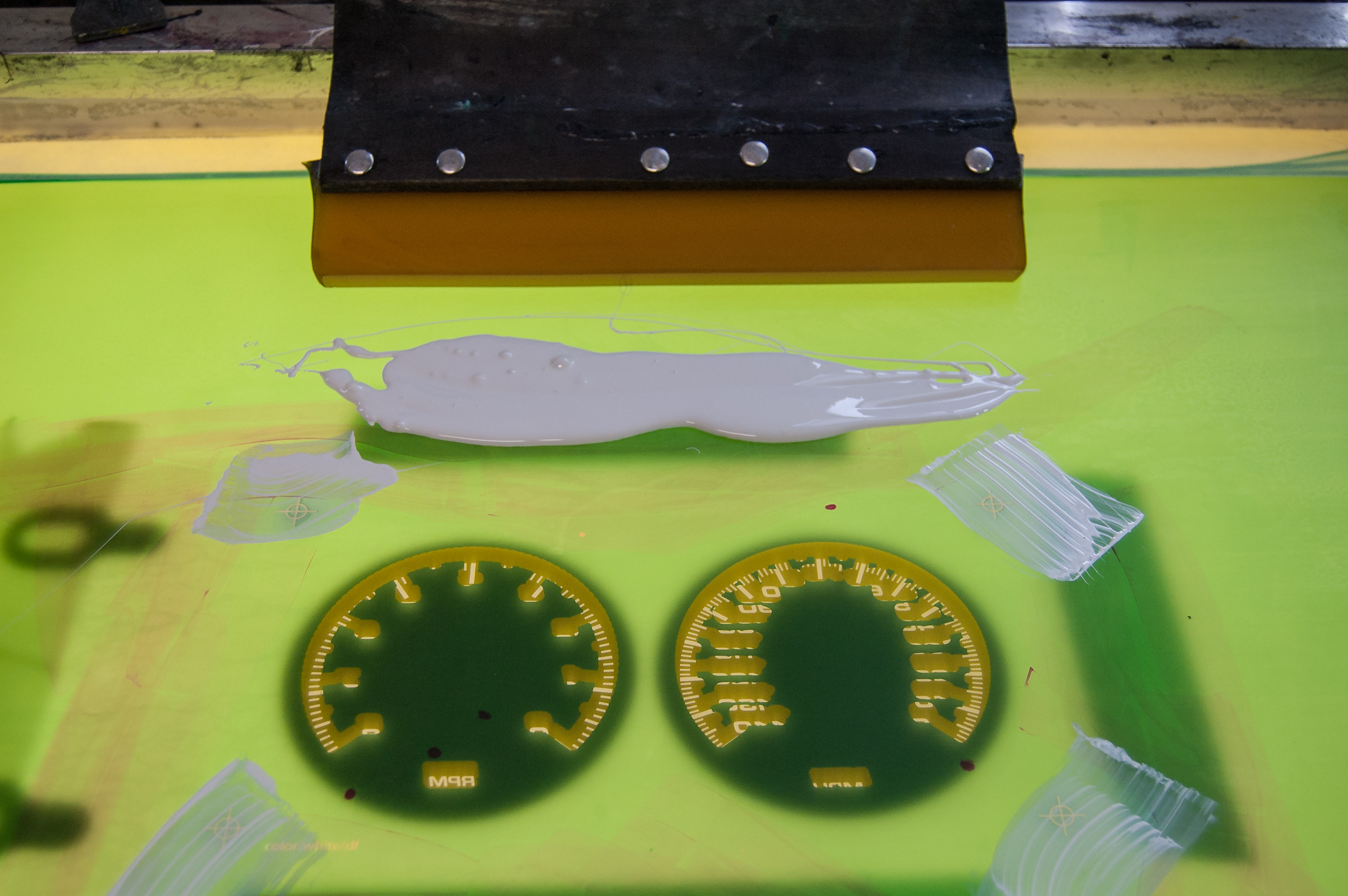
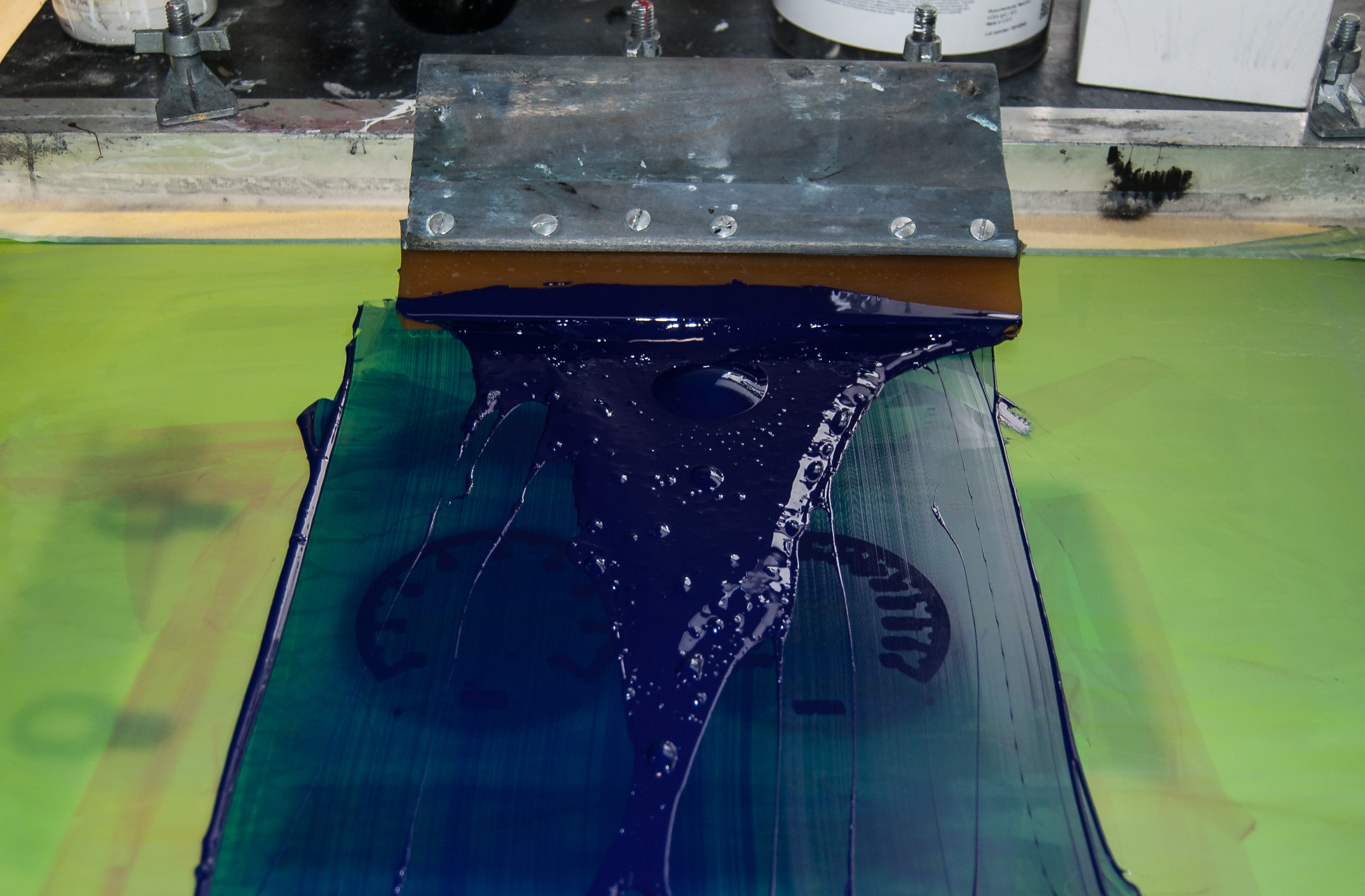
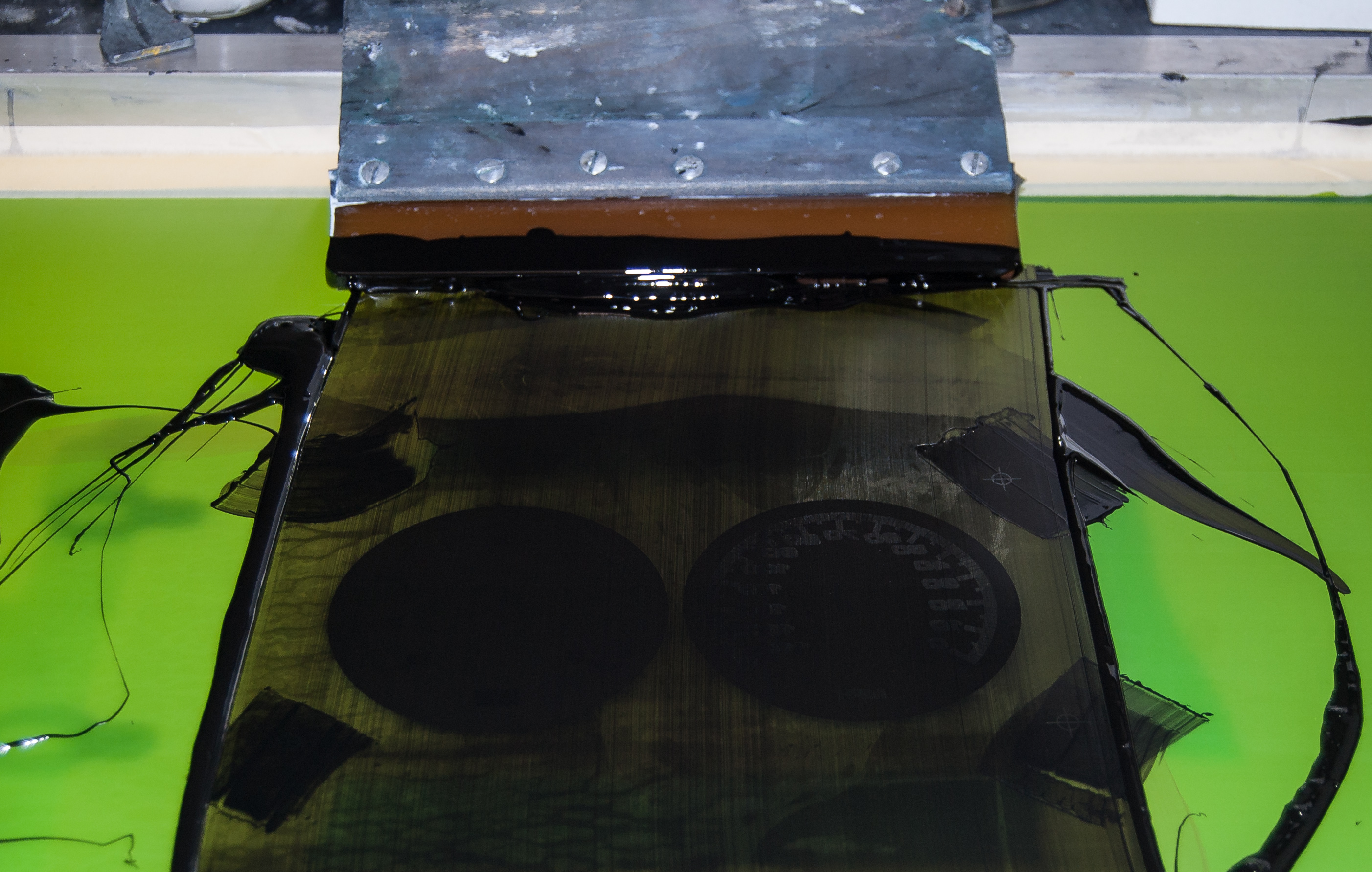
Load the screen with White Ink

Flood the image area and begin printing.
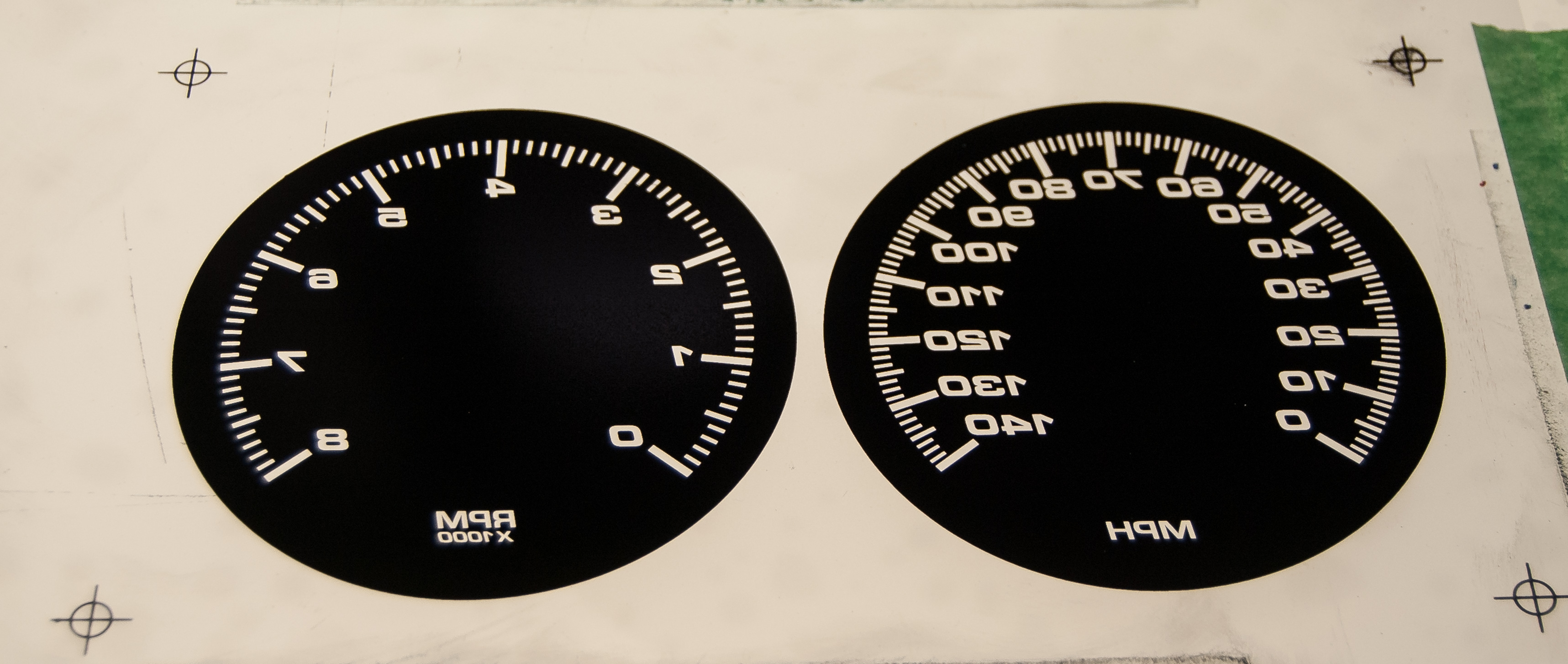
First print.

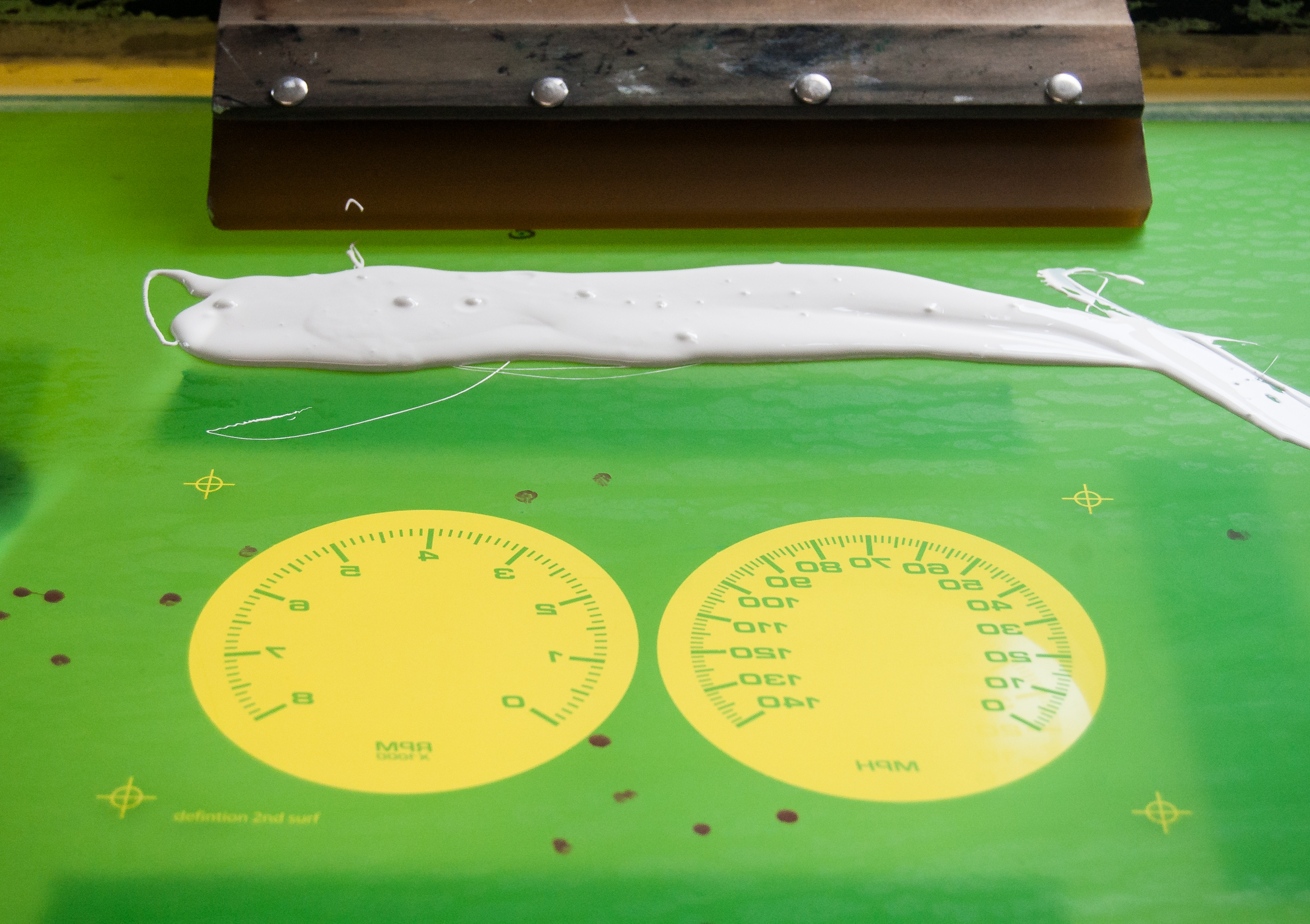
Place on drying rack let dry. For the White Dials I will apply 3 layers of White Ink for Opacity, so this step is repeated 3 times. Contrary to how the backlit dials look they are actually printed in the reverse of what you would think. The definition pass is what "defines" the graphics. The main color of the dial is printed first with subsequent colors/areas printed in a "swell" pass later on.
White or lighter dials require 3 layers of ink, registered precisely to maintain the proper level of opacity and brightness. Then an additional layer of black is pplied to prevent any light from coming through. All 4 of these layers must be regiatered exactly to each other or the graohics will look muddy and fuzzy when lit.

After completion, take screen to wash out area and clean the ink out of the screen.

Apply Stencil Remover and Power Wash the Emulsion and remaining Ink from the screen.

Apply De-greaser and Rinse. Screen is now ready for new coat of Emulsion. Repeat these steps for every screen in the run.
Before the reclaiming (washing) process shown above, I actually cleaned the White Ink out of the screen while still on the light table and added Black Ink. This same screen will be used to pirnt the Definition for the Black Dials as well as a 4th layer for the White Dials. By adding a Black Layer to the White dials it will block light from shining through the dials where we do not want light to shine through.

Let Black Definition Layer and Black Backing Layer on the White Dials Dry.

This is our 2nd Screen. This will be used for the colors that you see for the Day and Night Time Views of your Gauges.

Print Registration Marks on the Light Table and visually check that the Definition Layer lines up to our new screen.Here you can see the "swell" the ink will ne laid down on the back of the definition pass and be seen through the first layers, like a stencil. The black dials will have 2 layers of ink applied to the light able areas, first white for a white appearance during the day, then a transparent blue for a blue look at night when the lights are on inside the gauge.
Set Registration Pins.
Load screen with White Ink and Print all Black Dials.
After printing, inspect under light for any dust or blockage. Do this for EVERY piece.
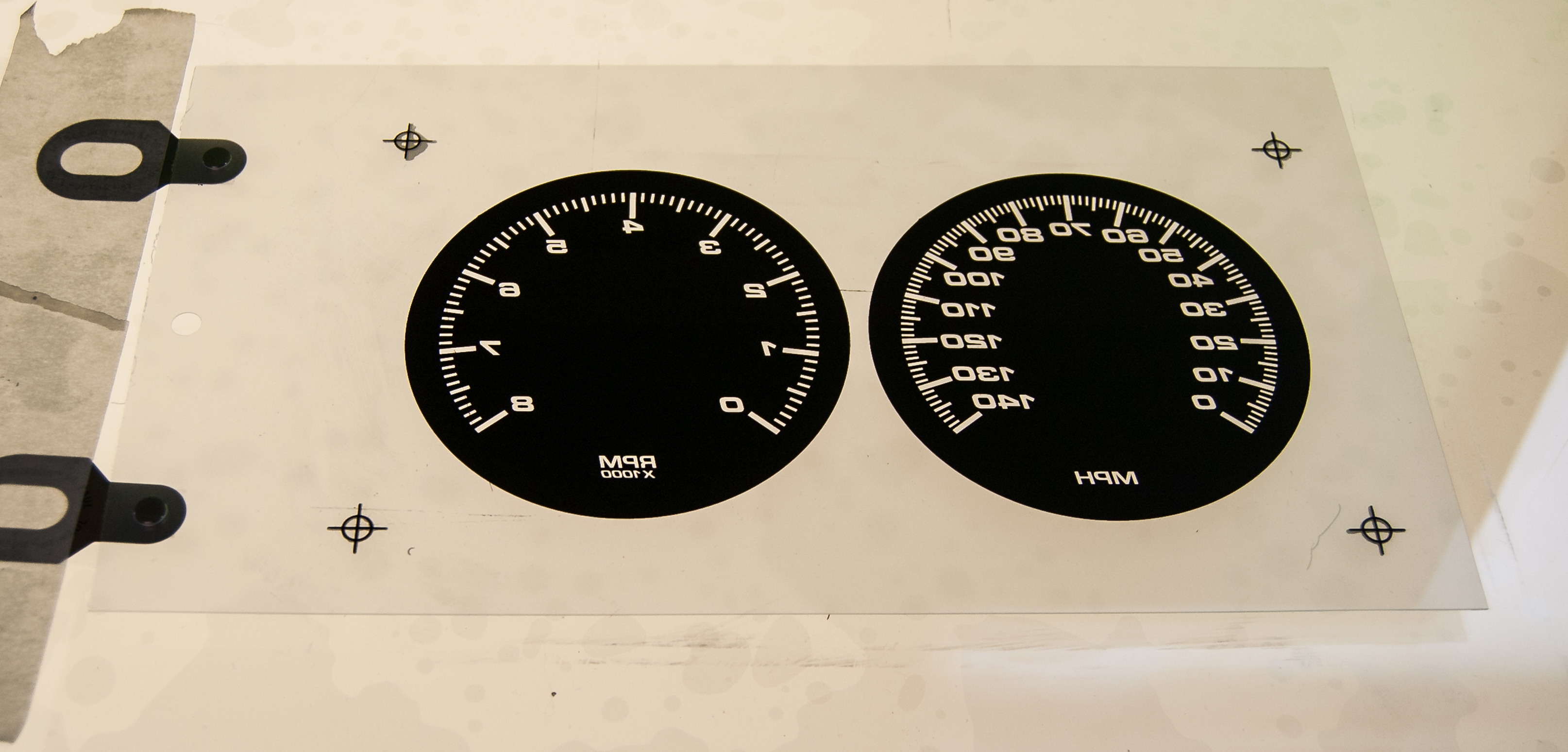
2 layers done.
Clean White Ink from Screen. Add Dead Front Black to screen and print all the White Dials.
The white dials use a similar process but different layers. First a layer which is called a deadfront goes down. This deadfront has a black appearance but is translucent in nature making it light able. We have a ratio of deadfront to clear we use for different applications.
After the deadfront layer is applied, the same translucent blue as on the black face is printed, then a diffuser pass to make the dials light evenly, without the diffuser you would be able to see directly into the gauge through the numbers and tic marks.
Visually inspect each piece.
The Dead Front Black is a Translucent Black that will appear solid Black during the day, but allows light to shine through from the inside if the dials. This is very critical as you will see in the next step.
After cleaning the screen again, load screen with Transparent Blue and Print over the White and Dead Front Black.
Visually inspect each piece.
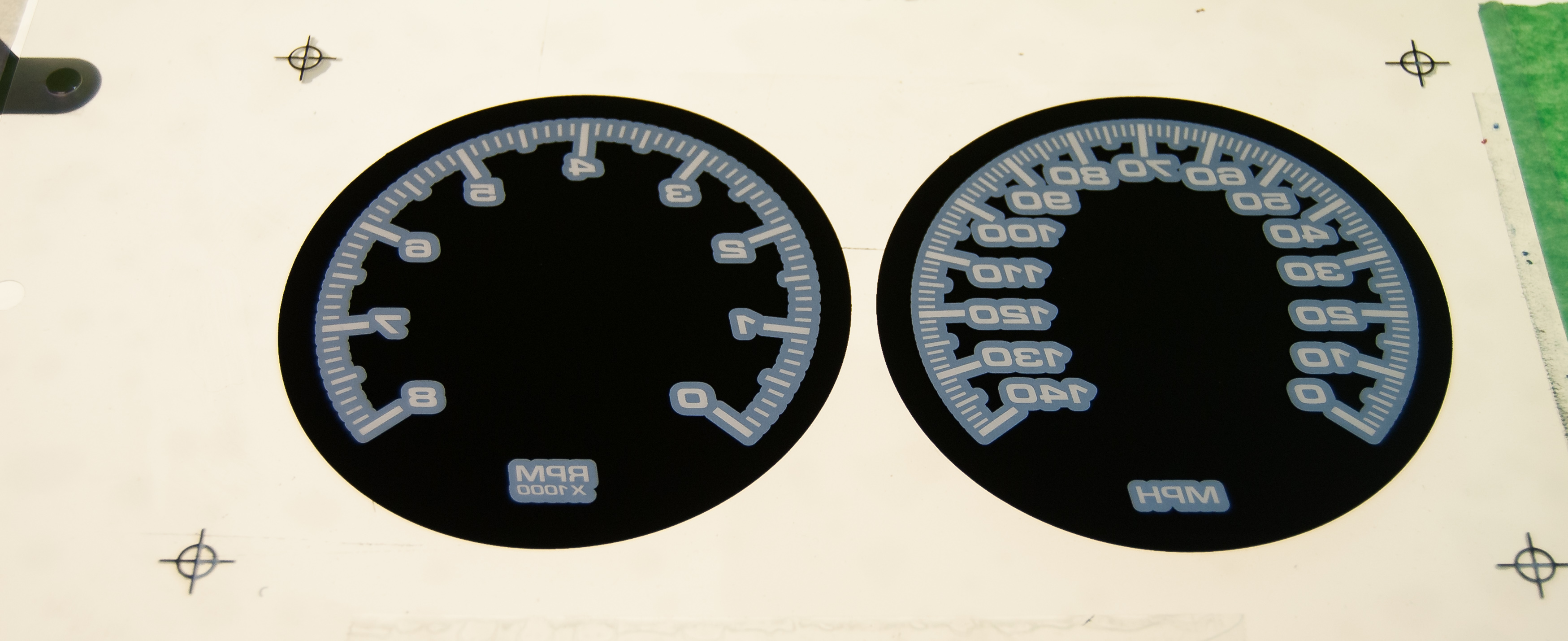
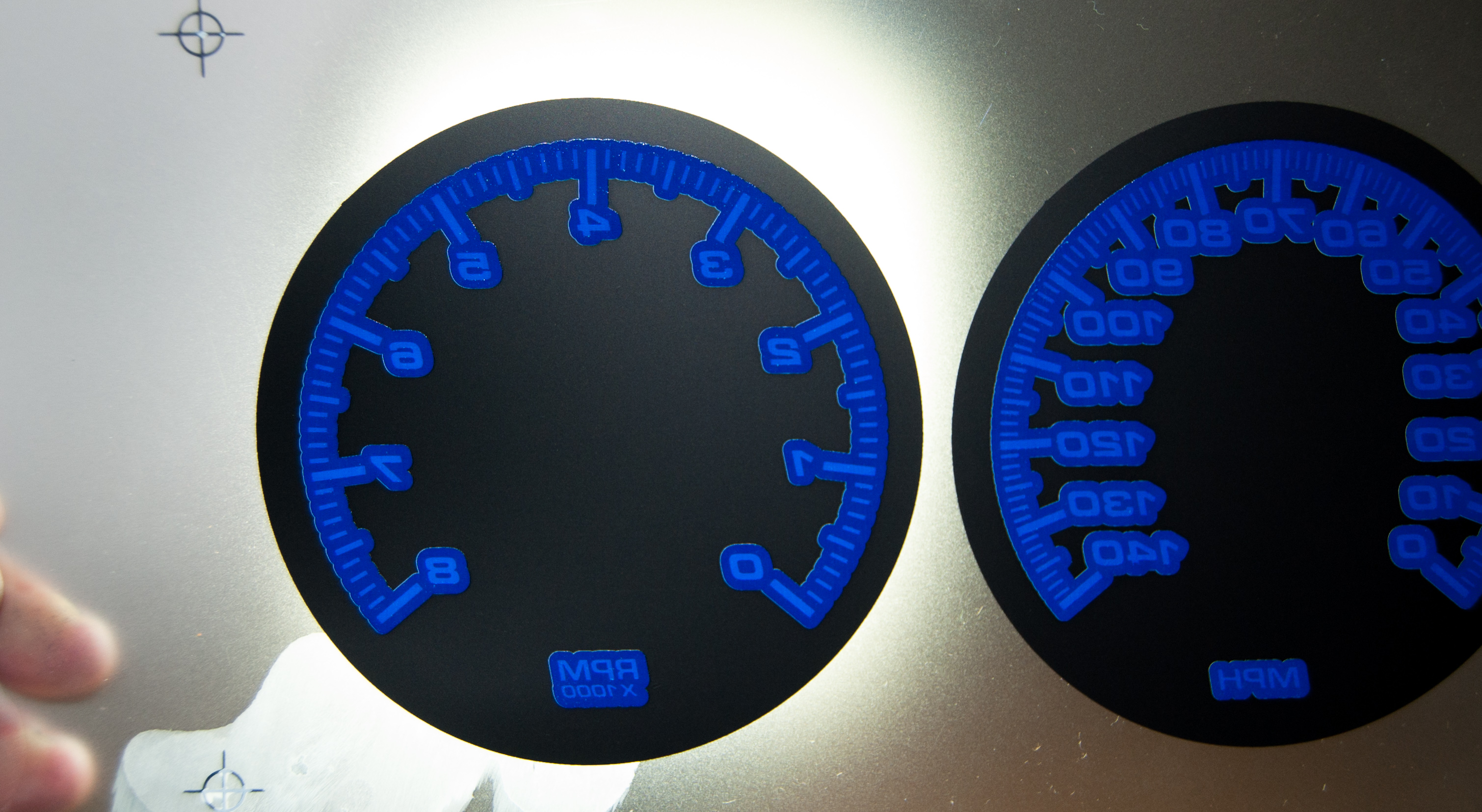
Black Dial after Transparent Blue is added. Every light able layer needs to be inspected, any flaws will show though at night.
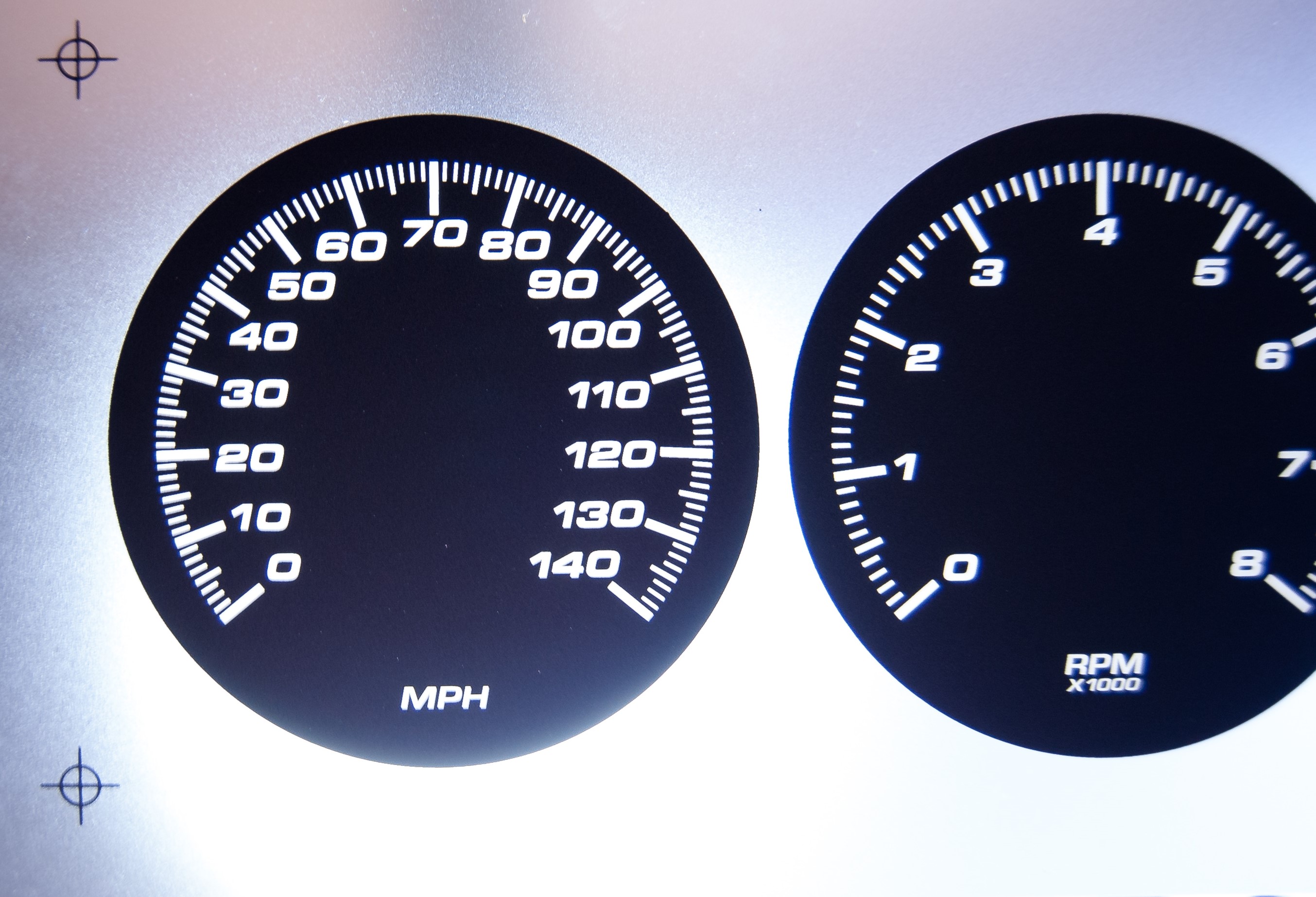
Black Dial before Transparent Blue. This is how the dial will look during the day.

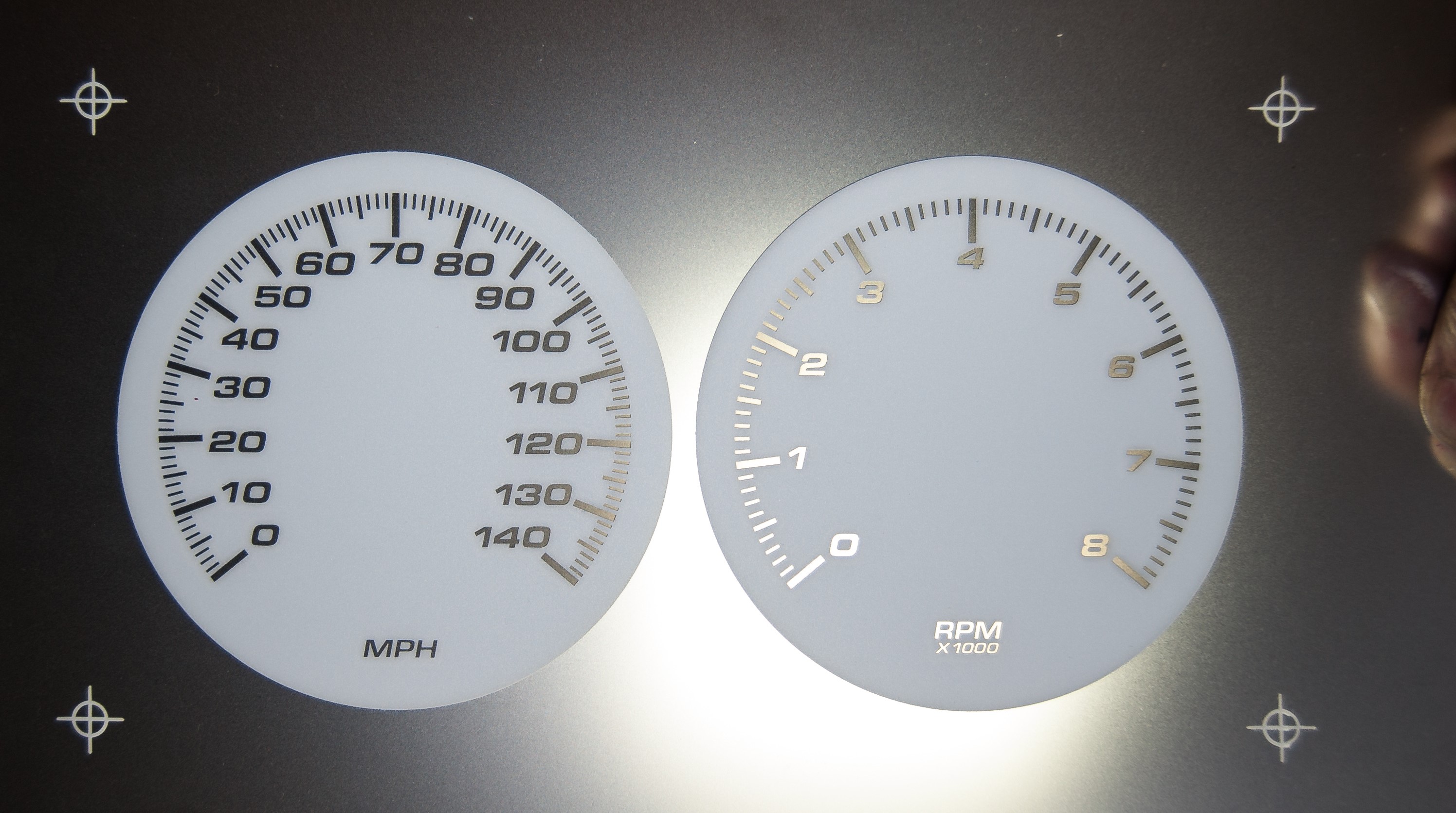
White Dial after Transparent Blue is added.
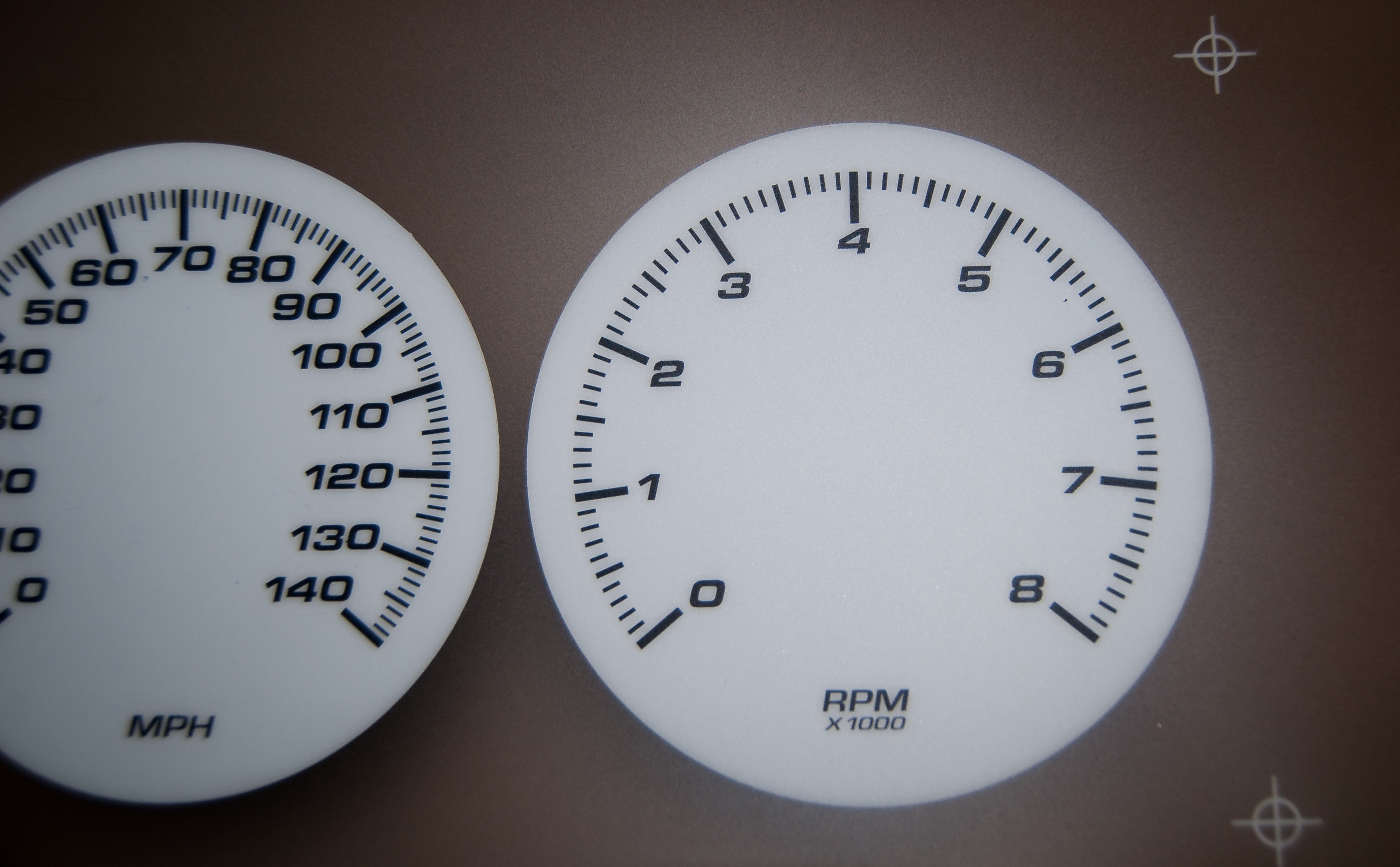
White Dial with Deadfront Black only. This is how the dial will look during the day.

After cleaning the screen again, apply a Diffuser White on top of the Transparent Blue to the White Dials only. This layer is to scatter the light just enough that we do not see "Hot Spots", which are basically bright spots where the bulbs are.
Inspect each piece.
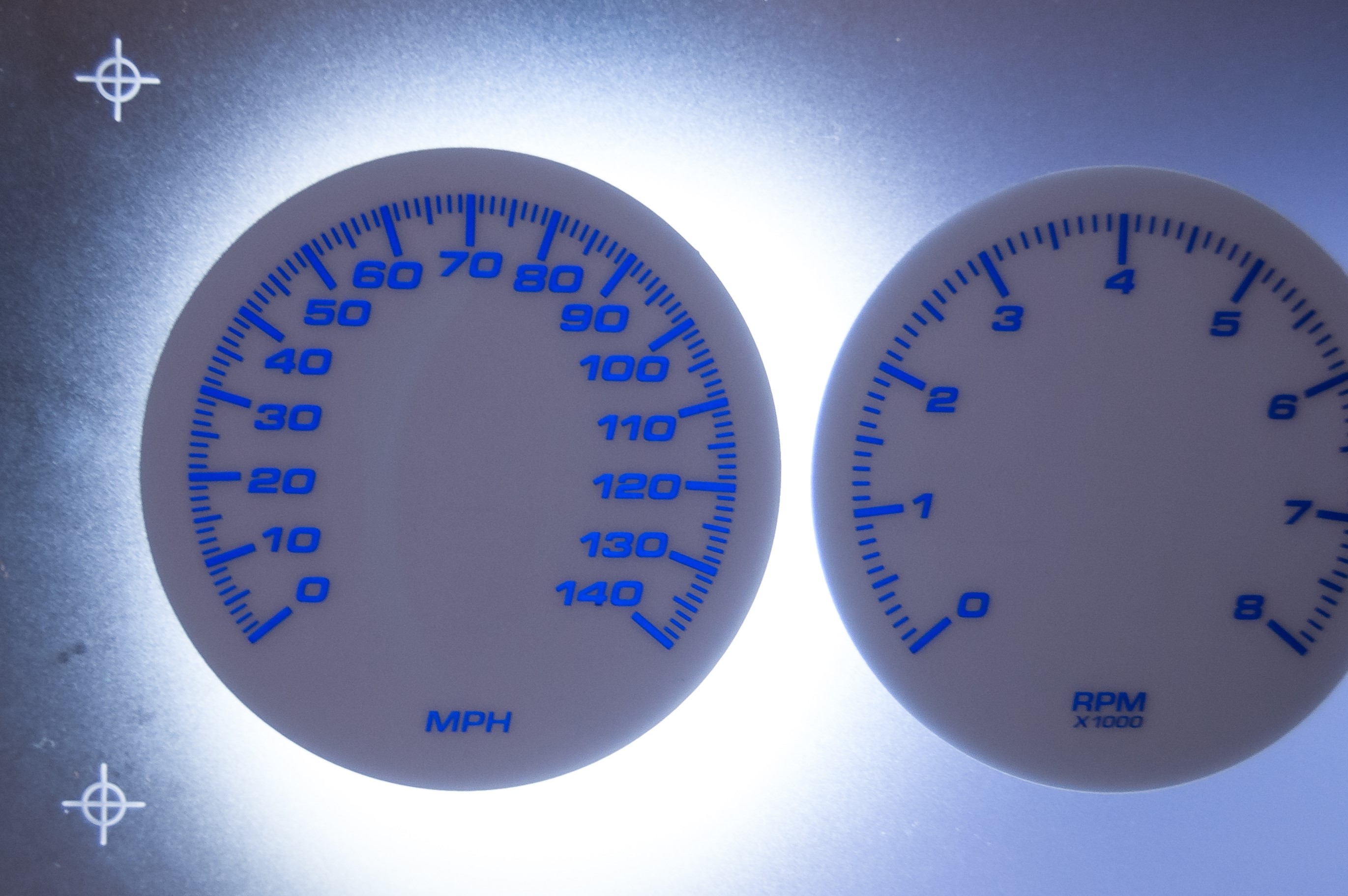
After Diffuser Layer is applied
Add a final Black Layer that we refer to as a Pinhole Layer. This is basically an "Insurance Layer" to make sure there are no spots where unwanted light can escape and show through the dial.
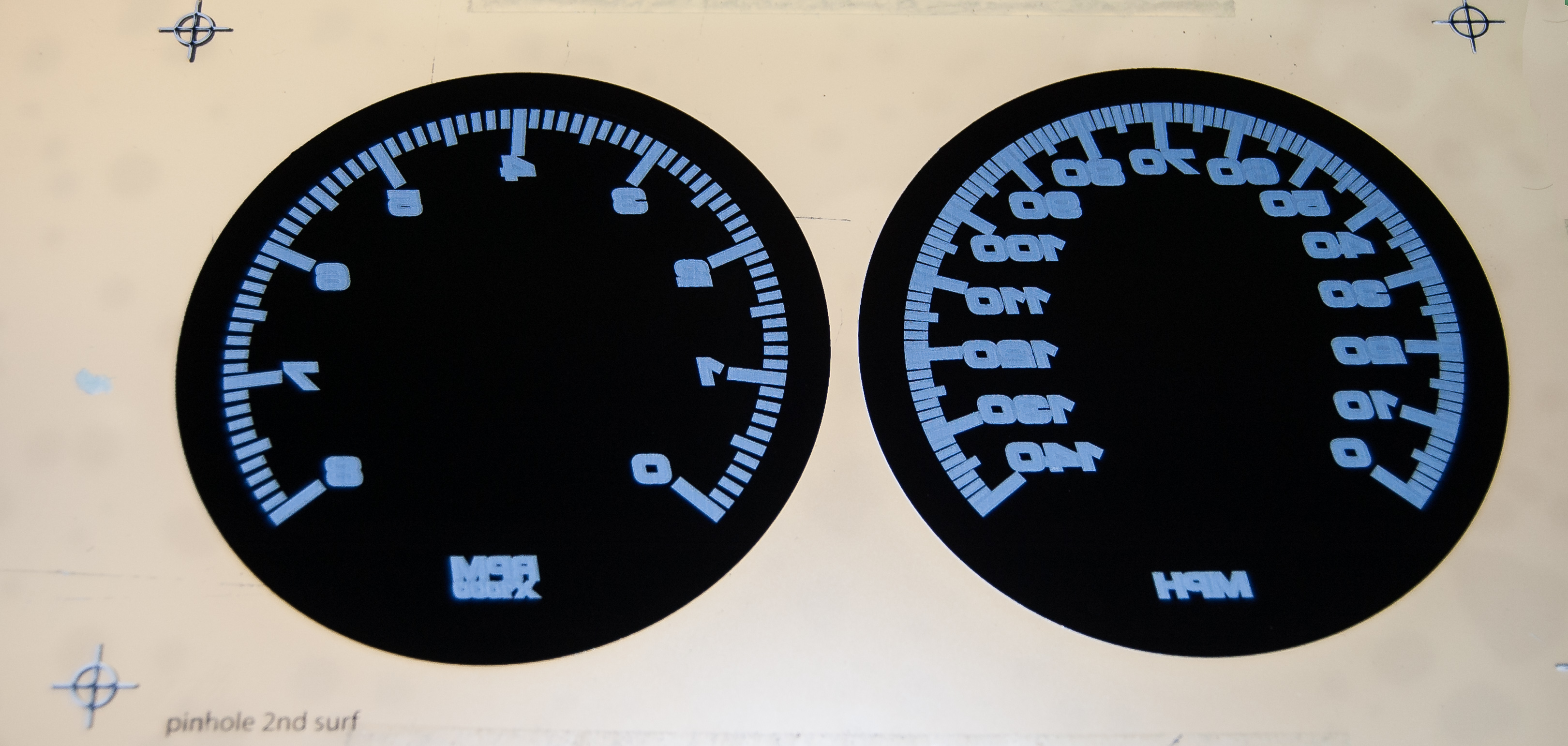
Final Print.

Now that the Screen Printing is complete, we need to prep for Laser Cutting. Hold up to a bright lamp and do a final inspection for Dust, Blockage or Mis-registered Dials. Yes, this is a different dial in the next few pictures, but the process is the same for all dials.

Apply Pre-Mask so that dial do not get scratched or damaged during the Laser Cutting.
Masked Dials

Remove excess to expose Registration Marks

Adhesive Tape is applied to the backs of the dials, we use a 468 MP product from 3M. It meets any OEM or Mil-specs we need to adhere to. This will hold the dial in place on the gauge refractor eliminating the need for any screws or visible fasteners.
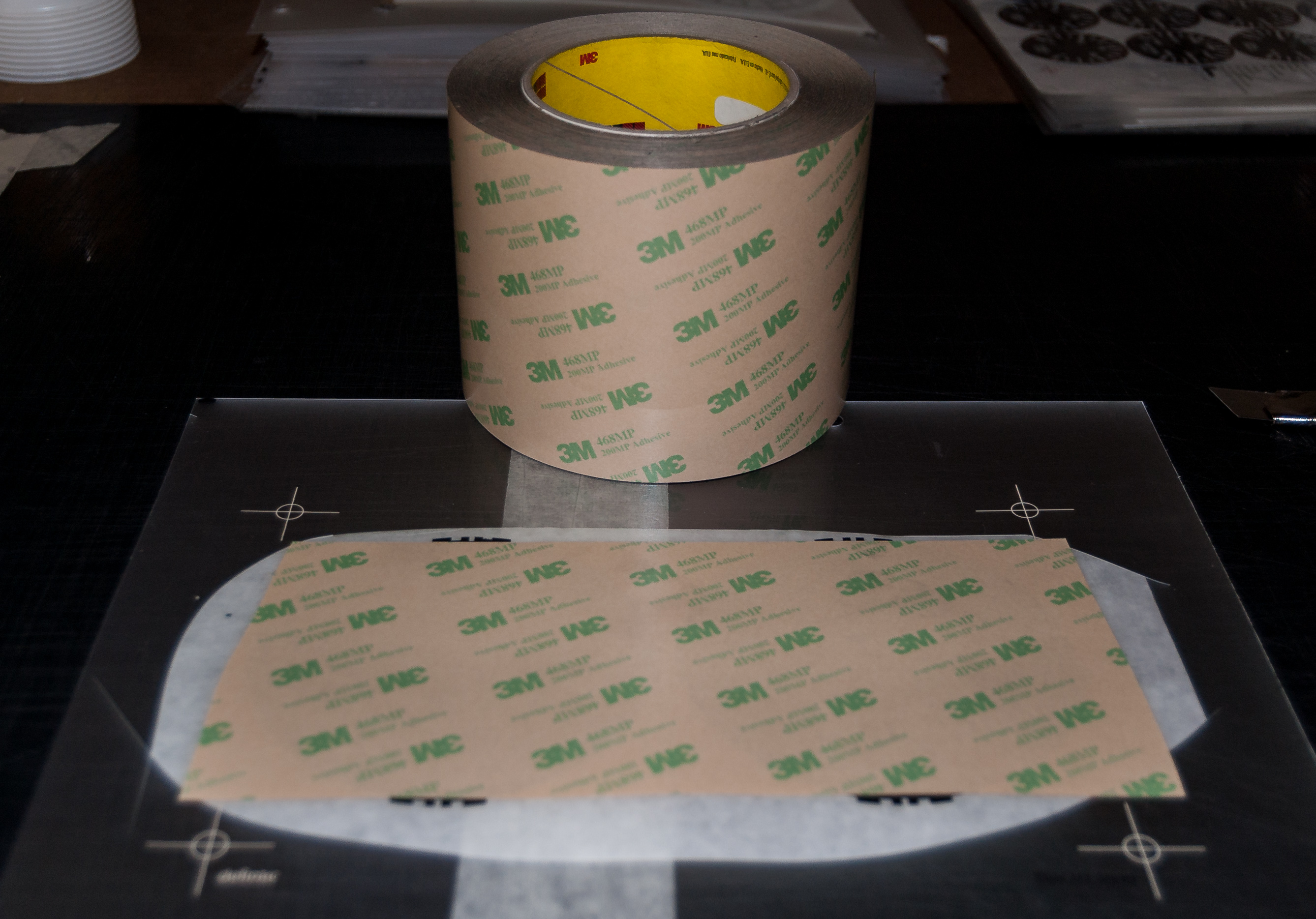
Apply Adhesive Tape to EVERY dial.

The key to the entire no tool process is the laser equipment. We can cut any size or shape design without expensive dies. Once the pattern is drawn in the setup process, that's it, cut away as many or as few as needed.

Laser Cutter
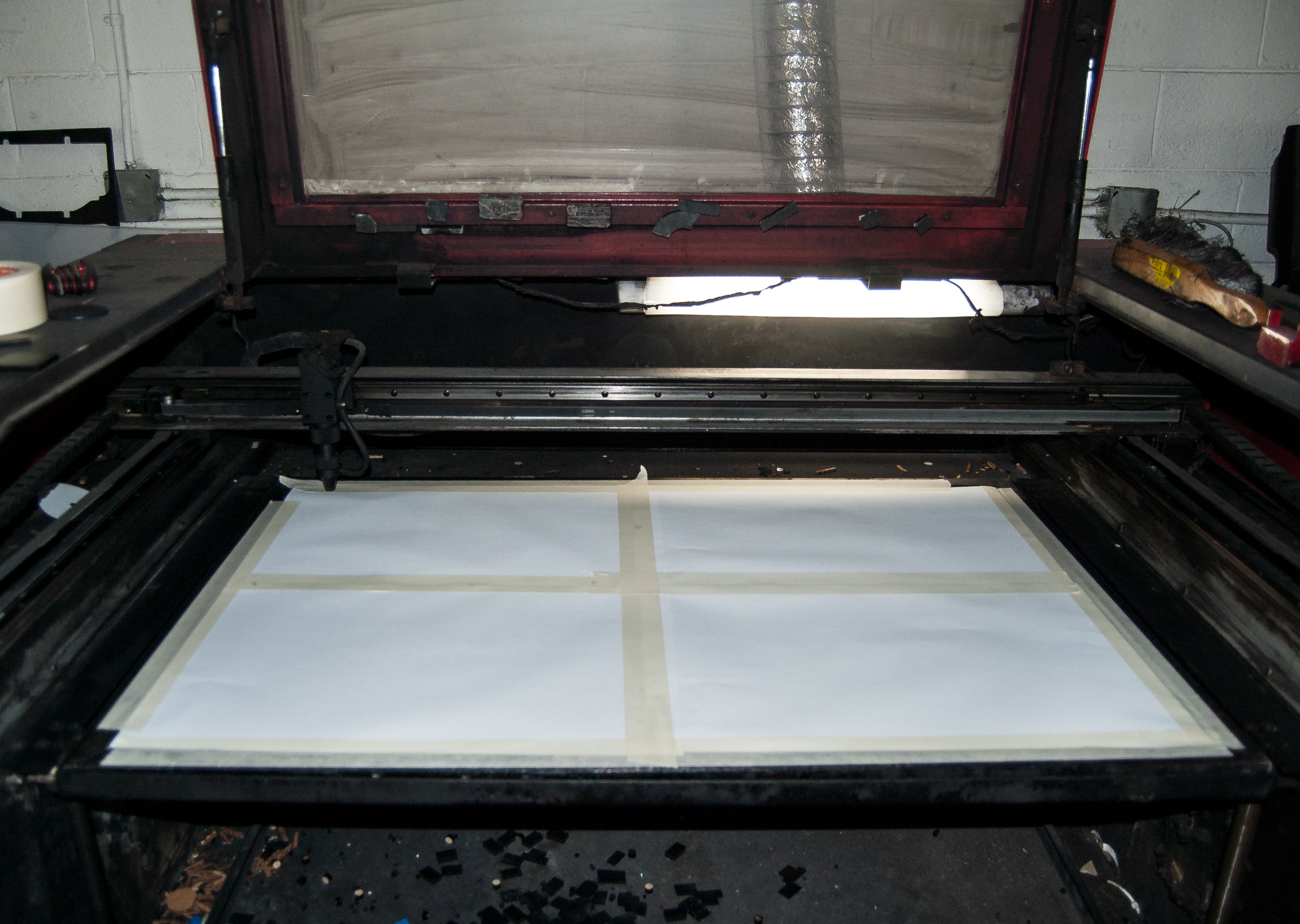
Apply paper over Laser Table.
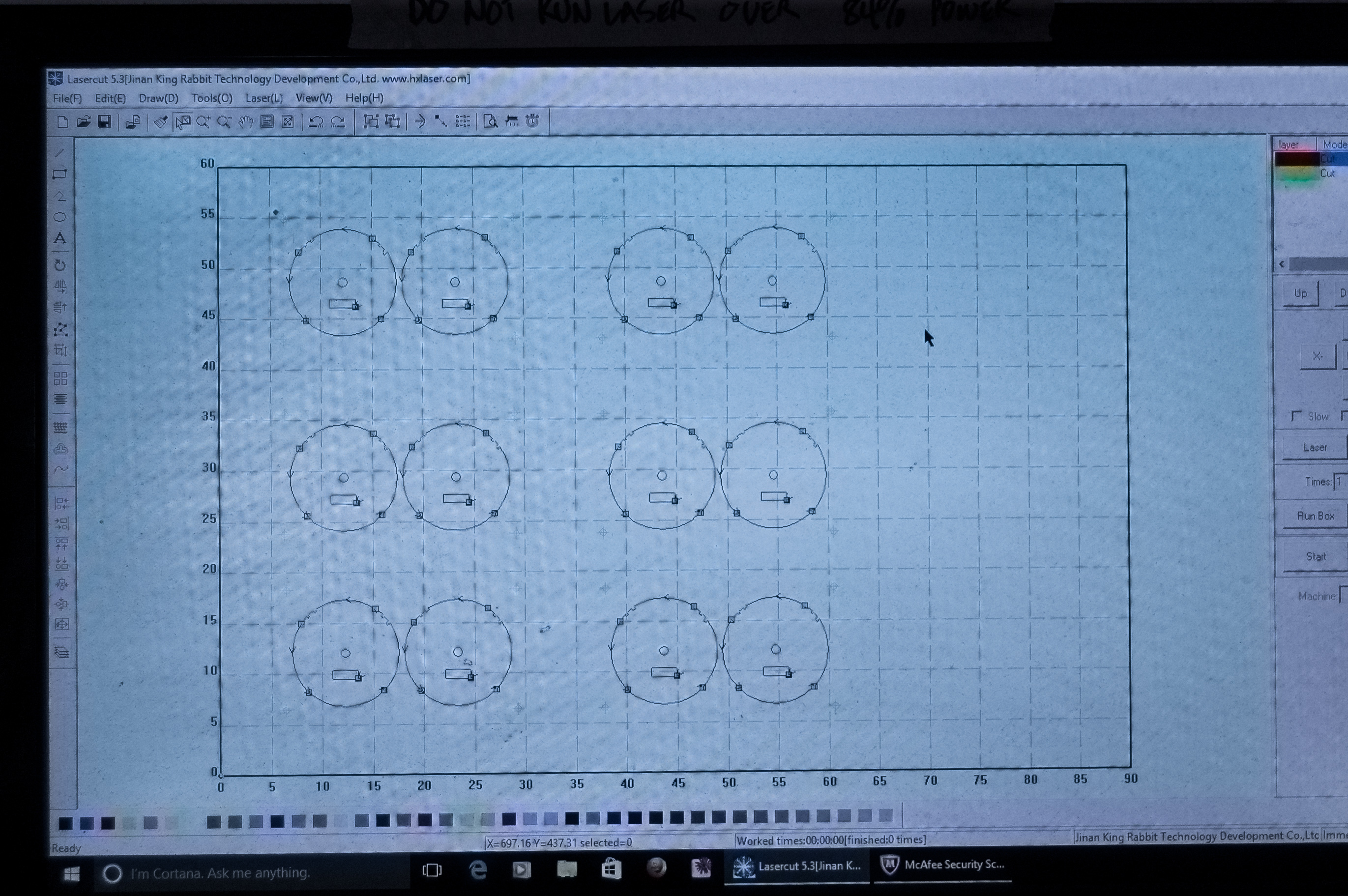
Import Cut File and send to the Laser Cutter.
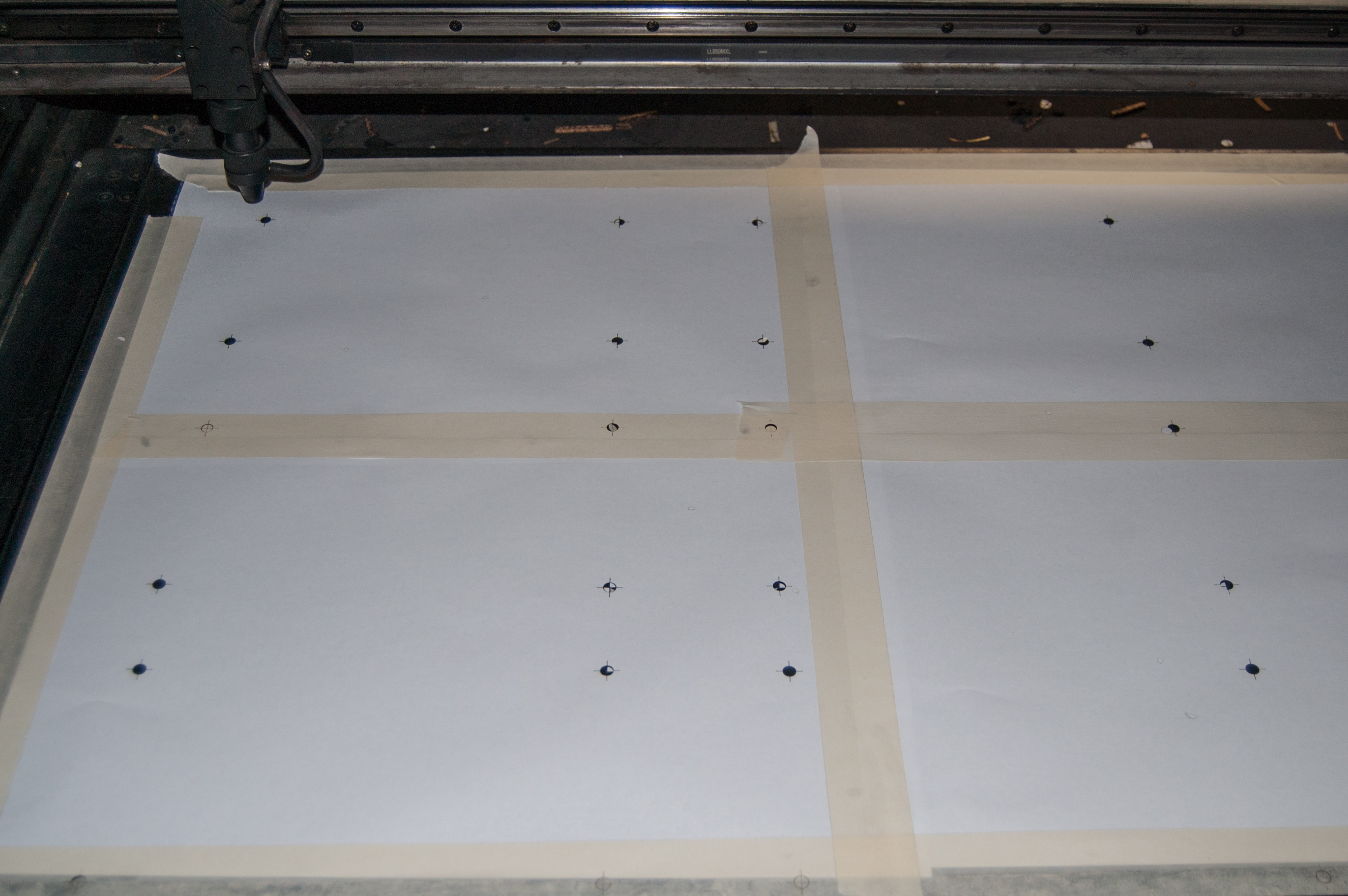
Scorch Registration Marks on paper.

Using the Registration Marks that were applied when printing, line the pieces up the Registration Marks on the paper and secure with Magnets. For large batches we will use the same pin-type registration for alignment to the laser cut files that we used in the printing process.
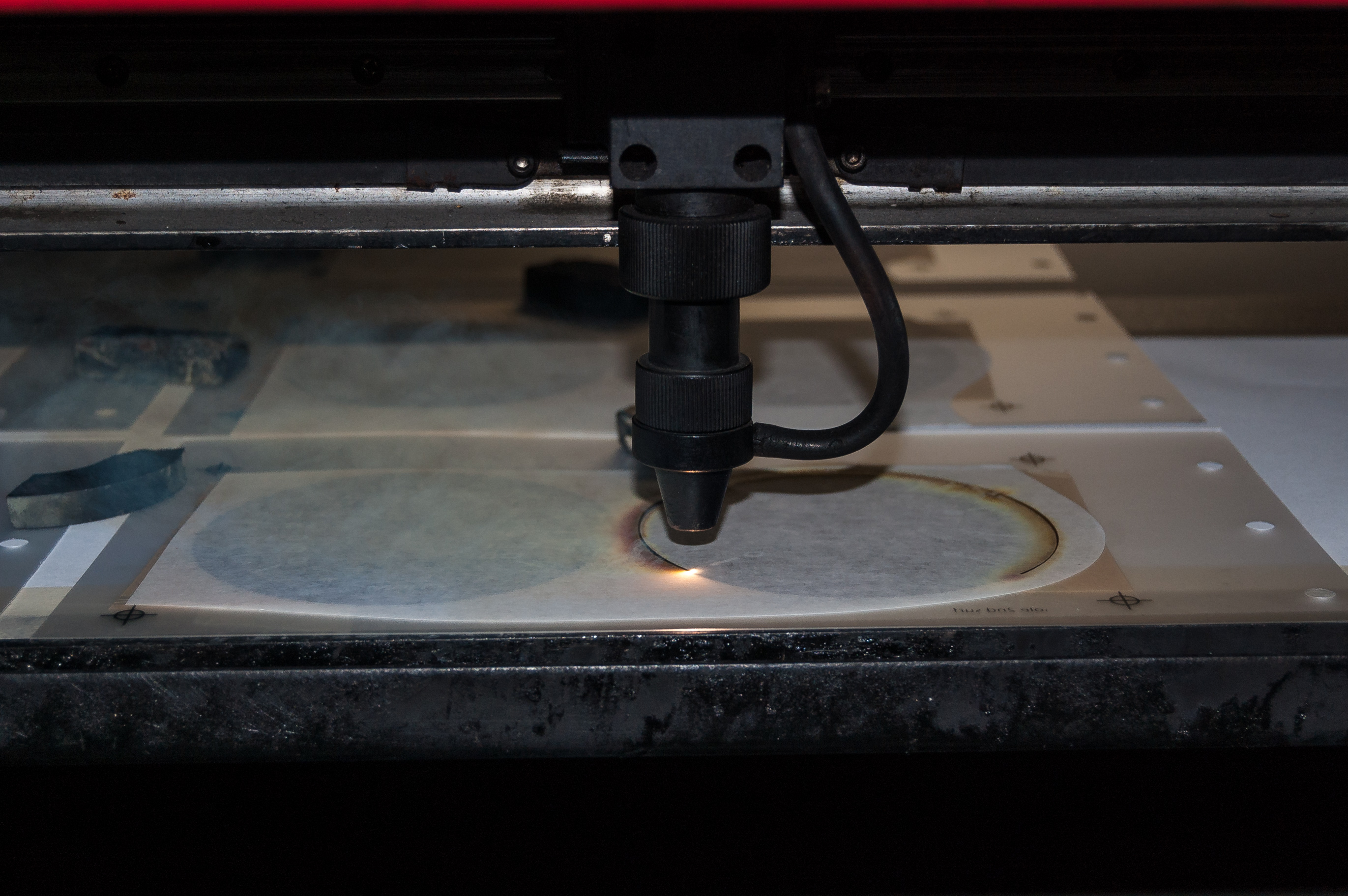
Start Laser Cutting.

Laser in use.

Laser in use.
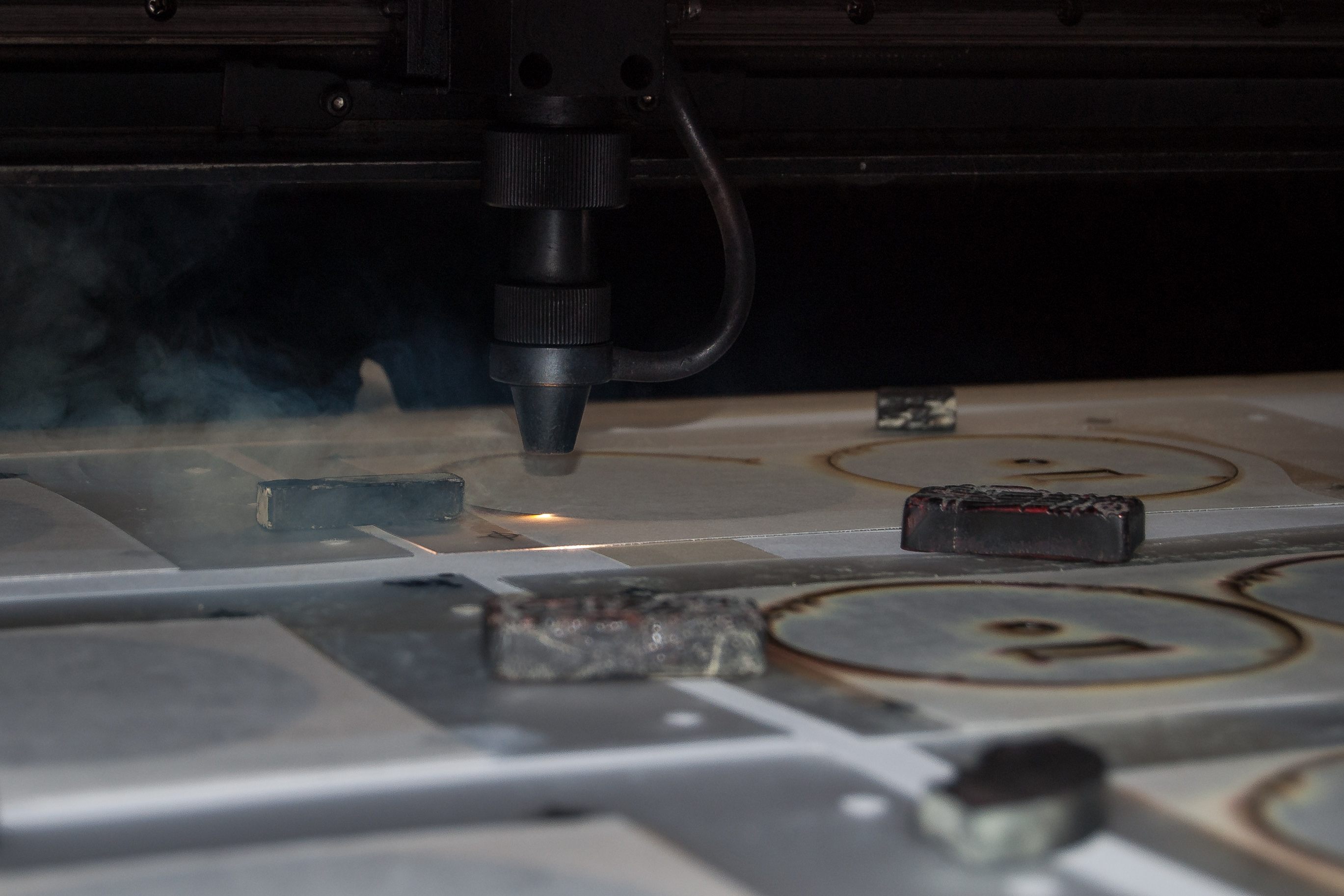
The polycarbonate and most other plastics we cut do smoke during cutting, the material is being vaporized during the process. An exhaust fan in the back of the machine removes any smoke safely.
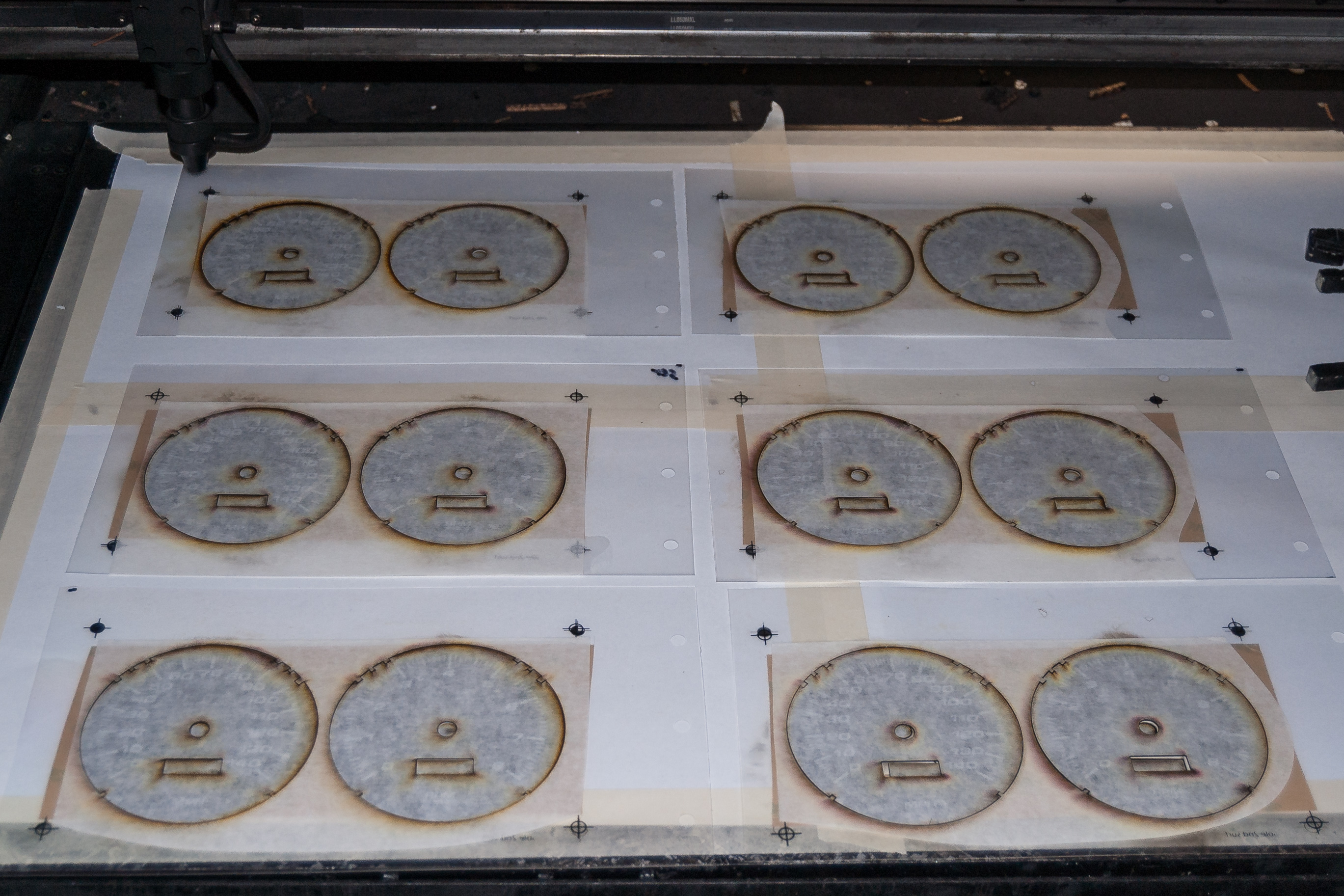
Completed cuts.

Remove dials, and dispose of scrap.

Cut dials.
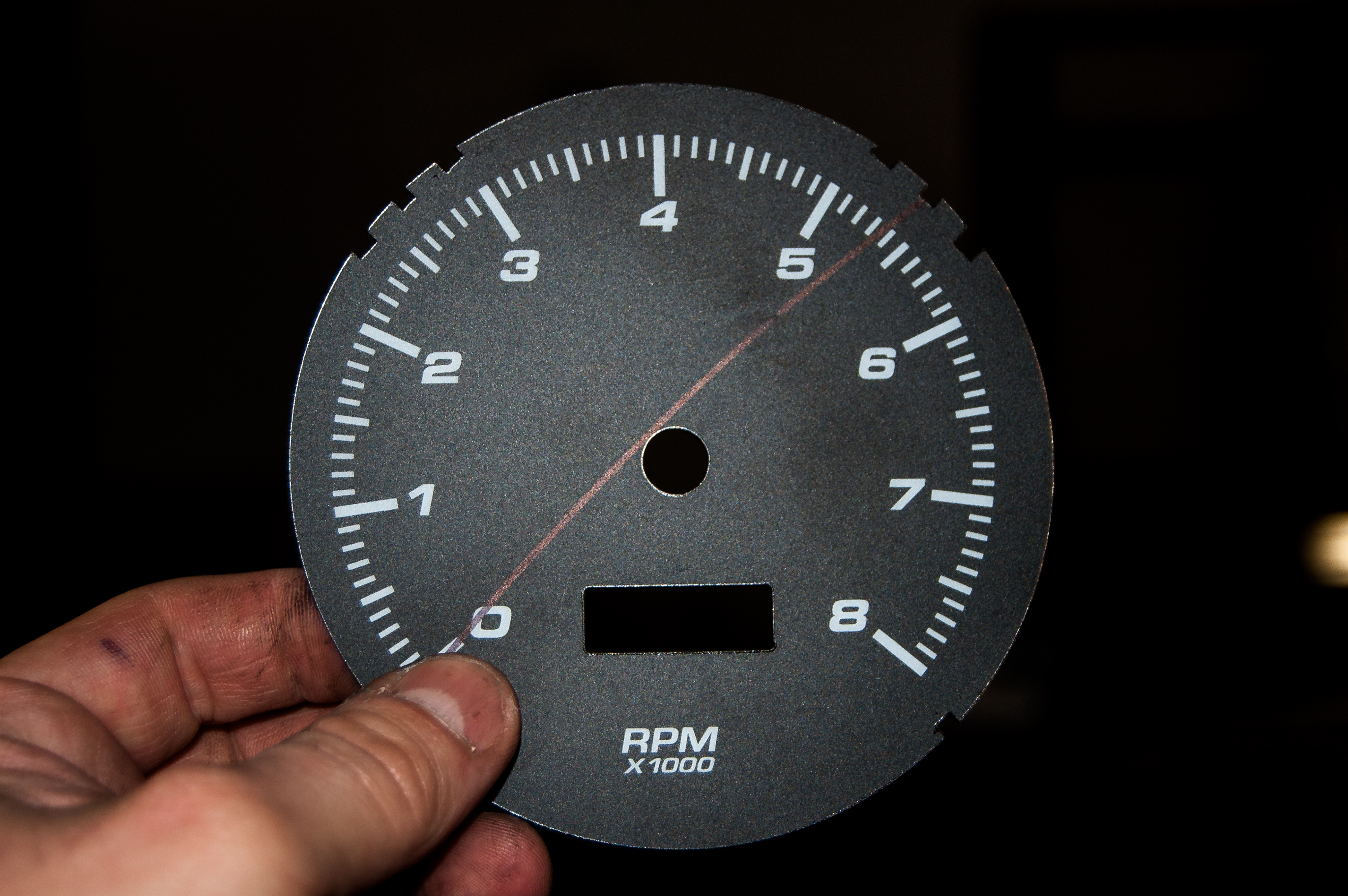
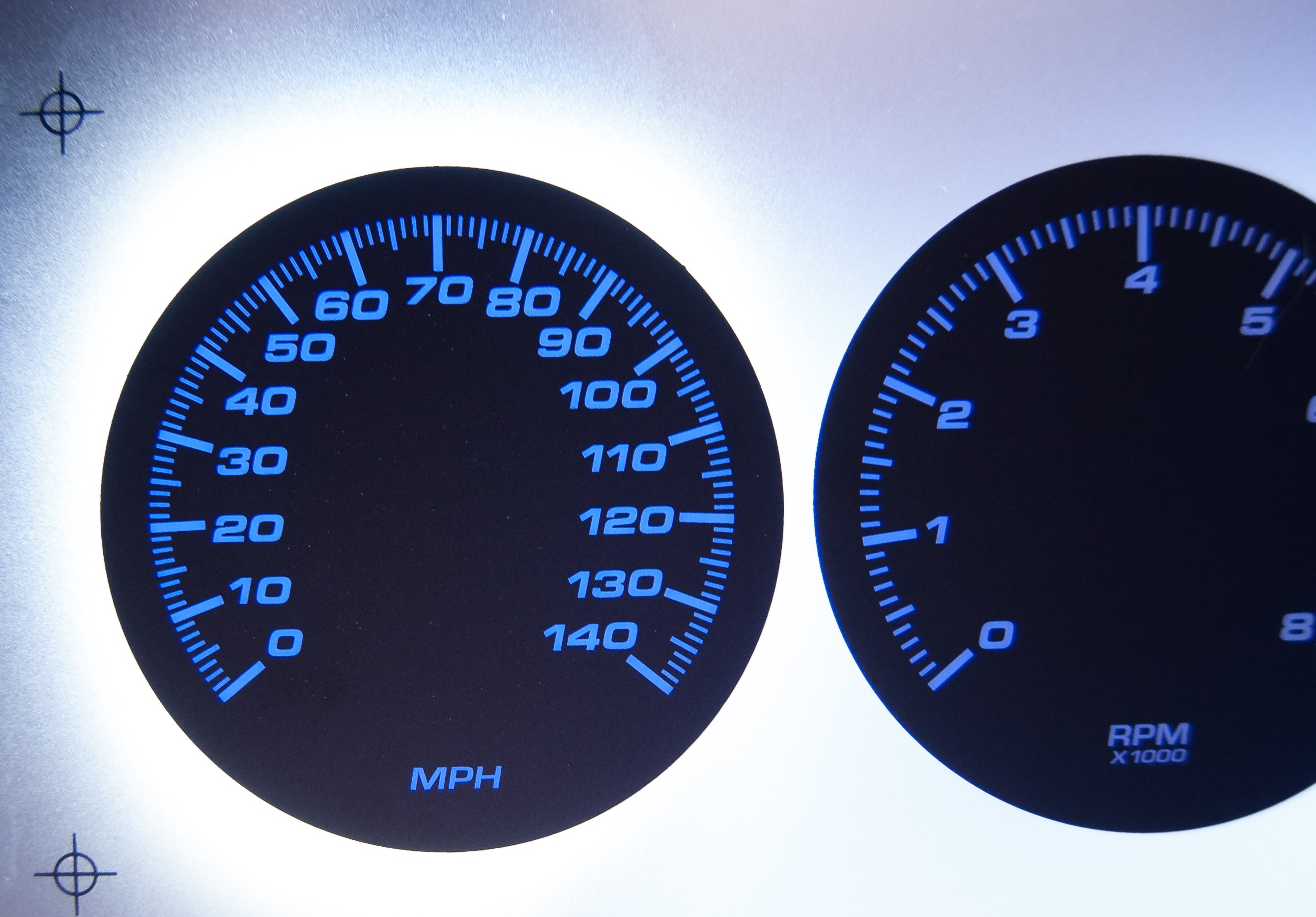
Day View of a Black Dial

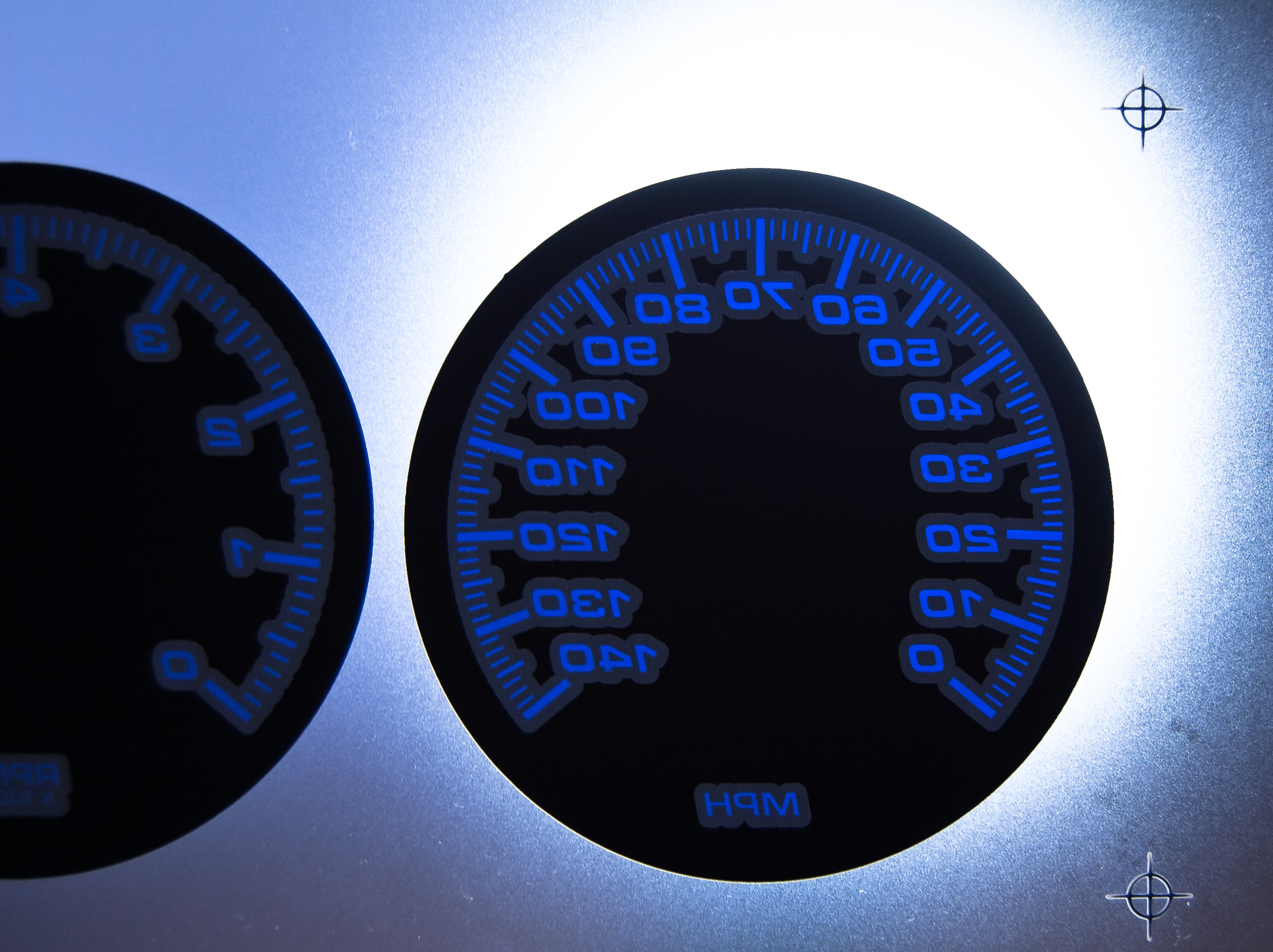
Night View of a Black Dial.
Dial making process is complete. From here the dials are installed in the Gauge Housing, Wired, Calibrated and a Lens and Bezel are installed.
Completed product ready to ship, day and night view. 
Completed product ready to ship, day and night view. The process for such a simple design may be long but its worth it in the end.